投稿日:2022年10月19日

近年、表面粗さを測定する検出器が数多く出てきて、どの検出器が良いのか迷っていませんか?
検出器の選定を間違えると、全く信用できない値で評価することになるので注意が必要です。例えば、柔らかいものを測定したいのに触針式検出器を使ってしまうと、ワークの表面を変形させてしまう可能性があります。また、手軽に使える光学式の検出器は、ワークの形状によって正しく測定できないものがあります。
そこで今回は、表面粗さを測定できる検出器を4つに分けて紹介します。検出器の選定に役立てましょう。
触針式検出器は高精度で信頼性が高い
表面粗さは、JISで表面性状と呼ばれています。そして、表面性状測定機といえば、触針式検出器をさすのが一般的です。JIS B 0651でも「触針式表面粗さ測定機の特性」が定義されています。
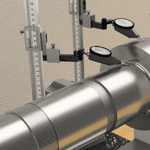
触針式検出器とは、先端に尖った触針と呼ばれる接触子が付いている検出器のことです。この触針がワークの表面に直接触れるため、接触式検出器と呼ばれることもあります。
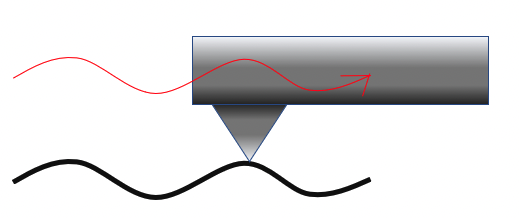
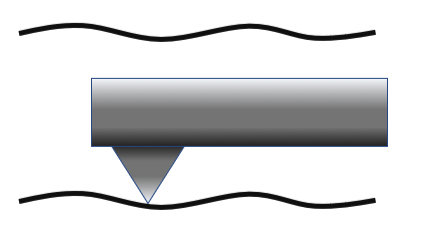
測定する際は、触針がワーク表面をなぞることで、ワーク表面の凹凸に合わせて触針が上下運動します。この上下運動を電気的に検出することで、測定ができる原理です。
触針式検出器は信頼性が最も高い検出器なので、表面性状を評価する際は必ず1台、必要になります。
触針式検出器のメリット
触針式検出器のメリットとして、以下のようなことが挙げられます。
- 高精度
- 信頼性が高い
- 検出器も消耗品も安価
- 長い距離(広い範囲)を測定できる
- 穴の中も測定できる
触針式検出器のメリットとして、最も重要なのは、信頼性が高いことです。触針の形状が同じであれば、どのメーカーの測定機を使ってもほぼ同じ表面粗さの値が出ます。
測定機として当たり前のように思うかもしれませんが、次に紹介する非接触の検出器では、残念ながら数値の保証ができません。そのため、外部に表面粗さの値を提示するときは、基本的に触針式検出器で測定した値を提示します。
また、光学式検出器では困難な穴の中の測定ができるのもメリットです。
触針式検出器のデメリット
触針式検出器のデメリットとして、以下のようなことが挙げられます。
- 触針が摩耗する
- ワークの表面に傷が付く場合がある
- 柔らかい表面や粘着性のある表面は測定できない
触針式検出器の大きなデメリットは、ワークに傷が付く可能性があることです。鉄製の部品であれば気になりませんが、アルミより柔らかい部品では、傷が付く恐れがあります。
ただし、測定力を低く設定できる検出器もあるため、柔らかい表面でも測定できないわけではありません。
光学式検出器(2次元測定)は非接触測定

光学式検出器は、触針式検出器の触針に代わって、光をワークに照射することでワークの表面粗さを測定する検出器です。
光学式検出器にはたくさんの種類がありますが、大きく分けて以下の2種類があります。
- 検出器が上下運動せずに、ワークからの反射光から検出器とワーク表面との距離を測定するもの
- オートフォーカスすることで検出器を上下運動させ、検出器とワーク表面の距離を一定に保つことで、検出器の動きから高さを測定するもの
ここでは、後者の中で最もよく使われている、レーザーを使ったポイントオートフォーカス方式を紹介します。
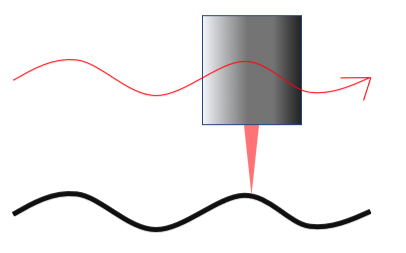
ポイントオートフォーカス方式は、ワーク表面にレーザーを照射させ、三角測量法によって、オートフォーカスする方式です。オートフォーカスすることで、ワークの表面と対物レンズの距離が一定に保たれます。
つまり、対物レンズの高さを検出すれば、ワークの表面の高さがわかるという原理です。
ポイントオートフォーカス式検出器のメリット
ポイントオートフォーカス式検出器のメリットとして、以下のようなことが挙げられます。
- 非接触で測定できる
- 角度特性に優れている
ポイントオートフォーカス式検出器のメリットとして、最も重要なのは、非接触で測定できることです。非接触のため、ワークの表面が変形しません。
つまり、触針式検出器では測定できなかった、スポンジやゴムのように柔らかい表面でも測定できます。条件によっては、液体の表面でも測定可能です。
また、光学式検出器は、角度がある斜面を測定するのが苦手ですが、ポイントオートフォーカスは比較的斜面に強い特長があります。
ポイントオートフォーカス式検出器のデメリット
- 触針式検出器のデメリットとして、以下のようなことが挙げられます。
- 相性が悪い表面形状があり、正しく測定できるかわからない
- 0.5 μm以下の溝幅には光が入り込めない
ポイントオートフォーカス式検出器に限ったことではありませんが、光学式検出器は触針式検出器と比べて、ワークを選びます。触針式検出器と同じような値が出ることもあれば、全く違う値が出ることもあるのです。
そのため、社内での評価には使えますが、外部に提出する値としては信頼性が低くなります。繰り返し測定しても同じ値が出るので、信用したくなりますが、繰り返し性と正確性が違うことを理解しましょう。
また、勘違いしている人が多いのですが、光学式検出器は触針式検出器より、細かい溝に入り込めません。なぜなら、光は光の波長より狭い範囲に光を絞ることができないからです。光(レーザー)の波長は0.3 μm~0.6 μm程度のため、約0.5 μm以下には絞れないと覚えておきましょう。
光学式検出機(3次元測定)は高速

光学式検出器(3次元測定)は、上記の検出器と違い、三次元の表面性状を一発で測定できる検出器です。
光学式検出器(3次元測定)にもたくさんの種類がありますが、今回は一般的に普及している下記の2つを紹介します。
- レーザー顕微鏡(共焦点顕微鏡、コンフォーカル顕微鏡)
- 白色干渉計
レーザ顕微鏡の原理
レーザー顕微鏡は、対物レンズの高さを変えながら顕微鏡画像を取得し、焦点が合っている高さを探して、表面の高さを測定する原理です。焦点が合ったかどうかは、レーザーがピンホールという穴を通るかどうかで判断しています。
この処理を、カメラの全画素で行うことで、3次元の立体形状を取得できます。
白色干渉計の原理
白色干渉計も見た目は、顕微鏡と同じです。ただし、焦点が合っているかどうかを干渉縞によって判断しているのが違います。白色干渉計では、干渉縞を発生させるために特別な対物レンズを使用します。
光学式検出器(3次元測定)のメリット
レーザー顕微鏡と白色干渉計のメリットとして、以下のようなことが挙げられます。
- 非接触で測定できる
- 3次元形状が数秒で取得できる
ポイントオートフォーカス式検出器と同様に非接触で測定できます。また、ポイントオートフォーカス式検出器では1時間かかるような3次元形状の測定が、数秒で終わるのも特長です。
光学式検出器(3次元測定)のデメリット
レーザー顕微鏡と白色干渉計のデメリットとして、以下のようなことが挙げられます。
- 測定範囲が狭い
- 傾斜面が測定しにくい
- 相性が悪い表面形状があり、正しく測定できるかわからない
- 0.5 μm以下の溝幅には光が入り込めない
レーザー顕微鏡と白色干渉計は、顕微鏡の視野内であれば短時間で測定できます。しかし、視野より広い範囲を一度に測定できないのが欠点です。複数の視野のデータを、ステッチングという機能でつなぎ合わせることはできますが、時間がかかります。
そのほか、光学式検出器ならではのデメリットは、ポイントオートフォーカス式検出器と同じです。
その他の検出機
その他の検出器として、形状を測定しないものなどがあります。
例えば、ワーク表面に光を当て、その反射光から全体的な表面粗さの平均値を測定するようなものがあります。非常にお手軽ですが、絶対値に信頼性はありません。
しかし、相対的な比較はできるため、簡易的な検査では十分機能します。触針式検出器との相関関係を確かめながら、量産品に使用すると良いでしょう。
まとめ
今回は、表面粗さを測定できる検出器を4種類に分けて簡単に紹介しました。
触針式検出器は、信頼性が高いため外部に部品を提供する場合は必須の検出器といえます。それ以外の検出器は、触針式検出器の結果をもとに、ちゃんと測定できているかを確認する必要があります。
ただし、表面粗さは絶対値が重要ではなく、相対的な比較で判断する場合も多いです。たとえば、ある基準のワークより、粗いか粗くないかが重要なこともあります。
そのため、良品と不良品を測定して、差が大きく出る検出器をあえて選ぶ方法もあります。例えば、傷があるときに数値が実際より大きく出てしまう検出器は、傷の有無を判定する時に最適です。
たくさんのワークを製造している場合、ワーク毎にどの検出器を使えば良いか判断する必要があります。迷った場合は、触針式検出器で経験を積みましょう。
慣れてくれば、形を見ただけで、どの検出器が最適かわかるようになります。