投稿日:2022年5月3日
昔の図面を真似して、古い粗さ記号を使っていませんか?
昔に製造していた部品と同じような部品を設計するとき、昔の図面を参考にすることもあると思います。しかし、表面粗さの記号は年代によって変わってきており、計算方法も変わっています。
そのため、昔の図面をそのままコピーしてしまうと、違う意味になってしまうことがあるのです。
また、加工者が表面粗さの歴史を完全に理解していることが少ないので、意思の疎通ができない場合も出てきます。
古くから付き合っている加工業者であれば、問題ないかもしれませんが、新規の加工業者に古い図面で加工を依頼した場合に問題になることがあります。
そこで、設計者、加工者ともに表面粗さの歴史を知ることが重要になります。
本記事では、表面粗さの記号とパラメータの変遷について解説します。表面粗さの歴史を理解して、設計に役立てましょう。
表面粗さの基礎については以下の記事も参考になります。
年代の違いによる表面粗さの表記の違い
表面粗さは時代によって、図面に書く記号が変わってきました。昔の図面を見ると見慣れない記号を見ることがあるかもしれません。
ここでは、粗さ記号の歴史について紹介します。年代ごとの記号の違いを理解して、最適な記号を使いましょう。
1952年制定
表面粗さの記号は1952年に制定されました。しかしその時は数値を管理するというより、加工の仕上げを指示する意味合いがありました。
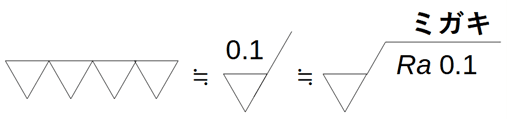
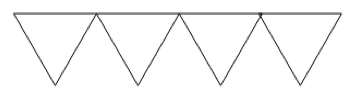
記号として「~」や「▽」が使われていましたが、三角形が多いほど滑らかな面を意味しています。大まかな違いは以下の通りです。
- ~:仕上げ無し
- 三角1つ:粗仕上げ(切断面など)、現在のRa 12.5~25μm程度
- 三角2つ:並仕上げ(切削面など)、現在のRa 3.2~6.3μm程度
- 三角3つ:上仕上げ(研削面など)、現在のRa 0.4~1.6μm程度
- 三角4つ:精密仕上げ(研磨面など)、現在のRa 0.025~0.2μm程度
この記号は廃止されてから30年以上経ちますが、まだ現役で使っている企業もあります。
1992年改定(旧JIS)
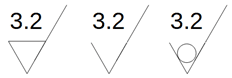
粗さ記号は1992年に改定され、数字の表示がされるようになりました。数字はRaの上限値を表しています。また、加工の有無も表現できるようになりました。ただし、細かい条件などは記載できないので、指示をしたい場合には別記する必要があります。
2002年改定(新JIS)
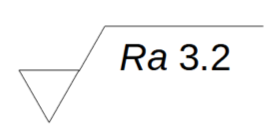
粗さ記号は2002年に改定され、現在の形になっています。しかし、いまだに旧JISで描かれた粗さ記号をよく見かけます。
新JISになったことで、下記のようなことが指示できるようになりました。
- 条件・パラメータ
- 追加の測定条件・パラメータ(省略可能)
- 加工方法(省略可能)
- 筋目とその方向(省略可能)
- 削り代(省略可能)
詳しくは過去記事の「【設計者必見】表面粗さの基礎。これを知らないと設計できない。」をご覧ください。
年代による表面粗さパラメータの違い
表面粗さのパラメータは、年代によって意味が違うので、どの年代に描かれた図面なのかを十分に注意する必要があります。
表面粗さのパラメータはJIS B 0601に規定されていますが、1982年に制定され、1994年と2001年に改定されています。それぞれで大きく異なるので、違いを理解しておく必要があります。
ここでは、昔から使用されている「算術平均粗さ」「最大高さ粗さ」「十点平均粗さ」のパラメータ表示について比較します。
算術平均粗さ
算術平均粗さは最もよく使われるパラメータです。すべての年代でRaと表示されますが、以下のような違いがあります。
- 2001年以前は、カットオフ値λcより細かい凹凸形状から計算されます。
- 2001年以降は、カットオフ地λsより間隔が広く、カットオフ値λcより細かい凹凸形状から計算されます。
- 1994年以前は、2CR特性のフィルタで減衰率75%になる波長をカットオフ値としています。
- 1994年以降は、減衰率50%になる波長をカットオフ地とする位相補償型フィルタを適用しています。
λsはデータからノイズや触針形状を排除するために新しく加わったフィルターです。2CRフィルタはパソコンが無い時代に、抵抗とコンデンサでフィルターをかけていたためです。
パソコンで計算ができるようになったため1994年以降は、より良い位相補償型フィルタが使用されるようになりました。
最大高さ粗さ
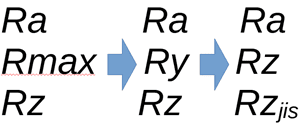
最大高さ粗さは、現在Raの次に良く使われているパラメータです。現在はRzで表示されていますが、昔は違う記号で表示されていた紛らわしいパラメータです。その違いは以下の通りです。
- 1994年以前は、Rmaxと表示されていて、断面曲線(フィルタをかけずに、うねりも入ったデータ)から計算されていました。
- 1994年から2001年まではRyと表示され、粗さ曲線(取得したデータからうねりを除去したデータ)から計算されていました。
- 2001年以降はRzと表示され、粗さ曲線から計算されています。
2001年以前のRyと2001年以降のRzは粗さ曲線から求められているため、同じように見えますが、「算術平均粗さ」で説明したようにフィルターが違うため、若干違う数値になります。
十点平均粗さ
十点平均粗さは、現在海外では使われていませんが、日本では昔から流れで使っている企業が多く、紛らわしいパラメータです。その違いは以下の通りです。
- 1994年以前は、Rzと表示されていて、断面曲線から計算されていました。
- 1994年から2001年まではRzと表示され、粗さ曲線から計算されていました。
- 2001年以降はRzjisと表示され、粗さ曲線から計算されています。
1994年以前のRzは「十点平均粗さ」、現在のRz「最大高さ粗さ」と意味が違うため、非常に厄介です。昔の図面を見るときは特に注意が必要なパラメータです。
古いパラメータは、老舗のメーカーでないと対応していないことも多く、海外メーカでは日本独特のパラメータであるRzjisが対応していません。
測定機の選定時には、使うパラメータがあるか十分に注意しましょう。
まとめ
表面粗さは時代により大きく変化してきました。また、これからも変更される予定です。
今回は、表面粗さの記号とパラメータの変遷について紹介しました。表面粗さの記号は、徐々に記載できる情報が増えており、設計者の意図を加工者に伝えやすくなっています。
表面粗さのパラメータは、年代によって意味が違うものがあるので注意しましょう。
表面粗さは加工者に加工のデキを指示する重要なツールです。表面粗さを正しく理解して、製品の品質向上に役立てましょう。