投稿日:2022年07月11日
- 機器設計図で溶接を指定したいけどどのように表現すれば良いか分からない
- 溶接部の強度はどれくらい低下するの?
溶接による金属の接合は、設計者にとっては指定する種類が多く、悩んでしまう人もいるかも知れません。
機械製図の中でも溶接記号は他の加工に比べて細かく指定しなければならず、著者である私もある程度経験を積むまでは、苦手意識を持っていたと記憶しています。
溶接を設計に取り入れる場合に、最低限理解しなければいけない要素は
- 溶接記号を理解する事
- 溶接部の強度を計算できる事
- どういった検査をすればよいか判断できる事
の3つを理解しておく必要があらます。
※この3つはあくまでも最低限であり、その他に溶接方法とその特徴、溶接する環境、溶接費用などを考慮した設計が好ましいです。 溶接記号を理解して、まずは溶接記号に見慣れておく必要があります。
このコラムを書いた人
機械系プラントエンジニア
国内化学プラントで機械設計や建設工事を10年以上経験。危険物製造設備、発電・ボイラ設備・排水処理設備、研究施設の多種多様な設計・調達・工事に携わり、その知識をコラムにて発信中。現場でも活かせる専門知識を、日本のモノづくりに活かしてもらいたい!という強い思いを持っている。
溶接記号のルールについて
溶接記号はJIS Z 3021に事細かに記載されていますが、すべてを暗記するのはなかなか大変だと思います。溶接で主に使用するすみ肉溶接と突き合わせ溶接の記号を覚えておくと便利です。
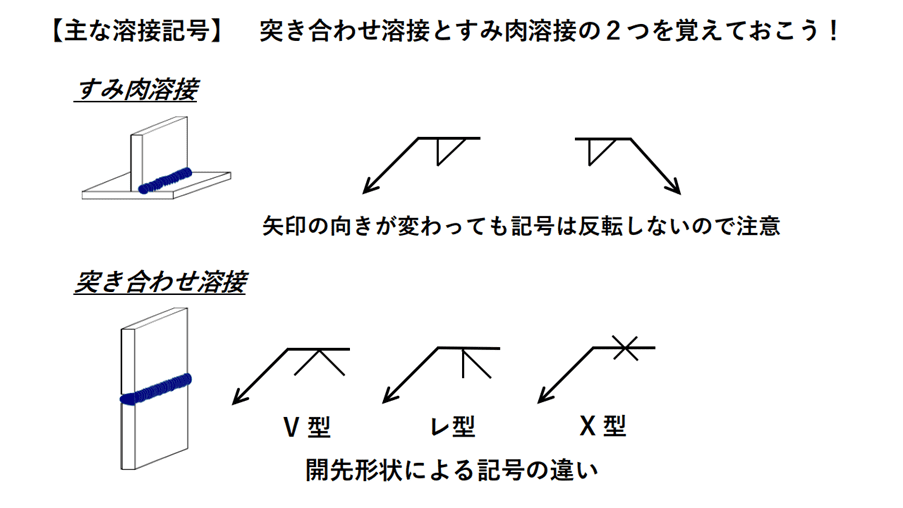
このすみ肉溶接と突き合わせ溶接記号さえ覚えておけば、ある程度の溶接指示が図面で行えるようになるはずです。
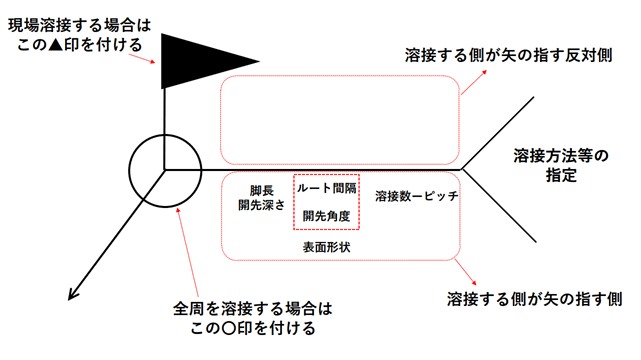
さらに溶接記号の表示についてもルールがありますので以下に示しておきます。溶接記号は矢印の線(基線)の下に溶接記号を書くことで、矢印の指す側の溶接指示をすることになります。
※基線の上に記載した場合は、矢印の指す反対面(裏側)の溶接を行うことになります。
溶接部の強度の考え方
溶接部の強度計算を行うためには「許容応力の算出法」と「すみ肉溶接のサイズ・のど厚・脚長とはなにか」の2つを理解しておく必要があります。
許容応力の算出法
機械設計と建築における溶接の捉え方は若干異なります。この考え方をうまく選択することができれば、溶接の苦手意識が解消されるかもしれません。
とはいえ、溶接には様々な規格があるので、設計を行う上では必ず、この構造規格に準拠した設計を行う必要があると考えてください。
➀鋼構造設計規準(日本建築学会)
建築構造物の為に用いられる構造規格であり、溶接継ぎ目の許容応力度の算出法が定義されています。※この規格では、長期と短期の許容応力の考え方が決まっています。
材料の強度(降伏応力をF)を基準に溶接形状によって場合分けされていますが、突き合わせかどうかで判断できるため、非常にシンプルな強度の考え方がシンプルです。
鋼構造設計規準での溶接部の強度の考え方
| 溶接の形状 | 長期許容応力[N/mm2] | 材料強度 | ||
| 圧縮・引張・曲げ | せん断 | 圧縮・引張・曲げ | せん断 | |
| 突合せ溶接 | F / 1.5 | F / (1.5√3) | F | F / √3 |
| 突合せ以外 | F / (1.5√3) | F / (1.5√3) | F / √3 | F / √3 |
➁道路橋示方書(日本道路協会)
道路・高架・橋の道路に関する技術基準であり、溶接サイズについて規定をしています。
③JIS B 8265 圧力容器の構造
圧力容器の構造規格にある溶接はこの規格で決まっている許容応力(設計温度によって変化)に溶接継手効率を乗じた値を設計上の許容応力として設計することになっています。
溶接継手効率は、溶接部の構造と放射線検査※の割合によって異なります。
※放射線検査の割合:溶接線の長さに置ける検査する溶接線の割合
表.溶接継手効率の値
| 継手の形式 | 効率(放射線透過試験の割合) | ||
| 100% | 20% | 行わない | |
| 完全溶け込みが両側に実施の場合 又は、片側のみ突合せで完全溶け込み溶接 |
1.0 | 0.95 | 0.7 |
|
裏当て鋼板を残す片側突合せ溶接 |
0.9 | 0.85 | 0.65 |
| 裏当て溶接をしない、片側突合せ溶接 (完全溶け込みでない場合) |
– | – | 0.6 |
| 両側全厚すみ肉重ね溶接 | – | – | 0.55 |
| プラグ溶接をする片側全厚すみ肉重ね溶接 | – | – | 0.50 |
| プラグ溶接をしない片側全厚すみ肉重ね溶接 | – | – | 0.45 |
(溶接継手効率による許容応力の算出例)
使用条件と母材:設計温度100℃の材料「SS400」
母材の許容応力:100N/mm2(JIS B 8265の別表第1より)
完全溶け込み溶接で両側を溶接し、放射線透過試験を全溶接線の20%以上実施した場合、溶接効率が0.95となるため、
溶接部の許容応力は、「100N/mm2×0.95 = 95N/mm2」となる。
④海外の規格
海外の規格として以下2つがあります。主に日本の工業規格が準じている為、大きな規格差はありません。
- ASME Bolier and Pressure Vessel Code(SecⅧ,Div1&2)・・・米国機械学会規格
- AWS D1.1 Structural Welding Code Steel・・・米国溶接学会
このように規格が複数あるため、若干複雑に見えるかもしれませんが、許容応力の考え方は、以下の様にまとめて置くとシンプルに理解しやすくなるかもしれません。
土木・建築の分野・・・降伏応力を1.5で割った値が溶接部の許容応力となる。
機械の分野・・・温度依存の許容応力に溶接継手効率を乗じた値が溶接部の許容応力となる。
すみ肉溶接のサイズ・のど厚・脚長とはなにか
すみ肉溶接の強度計算を行うにはすみ肉溶接部の各寸法を把握する必要があります。
その寸法は「サイズ」「のど厚」「脚長」の3つです。強度計算に必要な寸法は「のど厚」です。いずれも覚えておくようにしてください。
すみ肉溶接継手の強度σf = 溶接部の降伏応力 ÷ (のど厚 × 溶接線の長さ)
すみ肉溶接の「サイズ」と「のど厚」
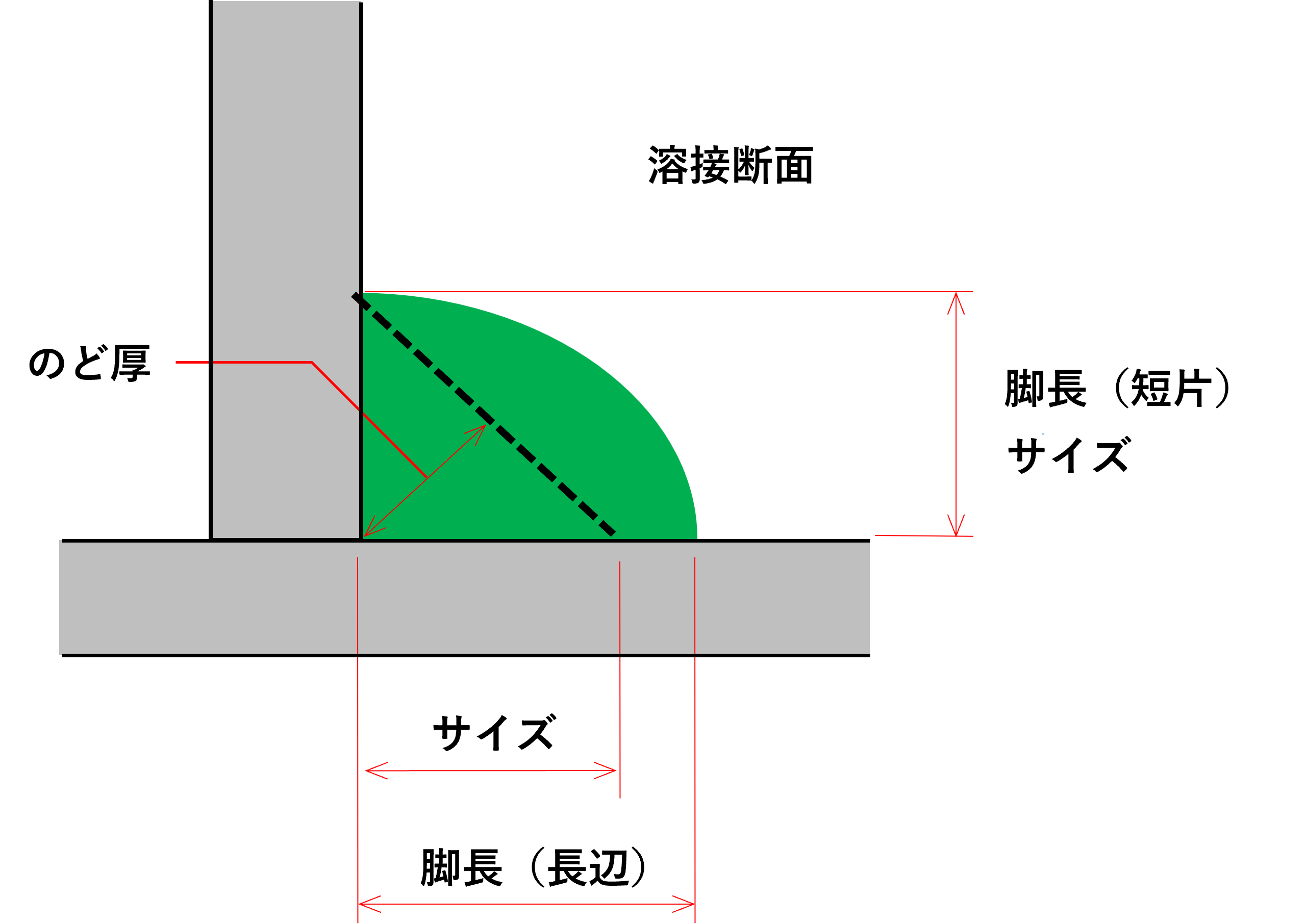
脚長:実際の溶接線の幅縦方向と横方向の寸法に違うことがある。
サイズ:縦と横幅で等辺となる時の長さを指す。赤点線で表している。
のど厚:サイズで示した等辺となる3角形の赤矢印の長さを示す。
その他、すみ肉溶接はその接合形状からモーメント負荷には、弱いという特徴があります。
その為、強度を持たせたい構造物にすみ肉溶接を使用する際は、補強を入れるなどして、ほかの部材でモーメントを代わりに受ける様にする工夫が必要です。
よく言われるフルペネ(完全溶込溶接)とは
溶接を設計に取り入れる為に、完全溶け込み溶接と部分溶け込み溶接を知っておかなければいけません。
完全溶け込み溶接であれば、その文字のごとく溶接部の母材と一体になって溶けている溶接です。
完全溶け込み溶接は、その溶接部の強度計算を行う必要がなく、母材と同じ強度であるとみなすことが出来ます。
その為、強度を求める箇所では、必ずと言ってよいほど完全溶け込み溶接が採用されています。
まとめ
機械設計者で溶接に対して苦手意識を持っている人の多くが、「記号が多く、覚えられない」「検査や強度に関する考え方が分かりずらい」という理由を持っているかとか思います。著者である私もその一人でした。
しかし、溶接で使用する記号はすみ肉溶接と突き合わせ溶接の2つがほとんどであるので、そんなに多くの記号を覚える必要はなく、許容応力の考え方は溶接効率、すみ肉溶接時の強度確認等を知っておけば、設計に溶接を取り入れることは可能であると思うのです。
ぜひとも溶接加工をマスターして、機器製作の際に、ボルト等による接合に悩んだときは、溶接も選択肢に入れられる様にしておくといいですね。