投稿日:2025年01月21日
製品やシステムの開発設計に携わる皆様は、その信頼性や安全性を確保する難しさを日々実感されていることでしょう。
技術の高度化とシステムの複雑化により、潜在的な故障や不具合を事前に特定し、その影響を最小限に抑えることは重要になっています。
そこで注目されるのが、「FMEA(Failure Mode and Effects Analysis、故障モード影響解析)」や「FTA(Fault Tree Analysis、故障の木解析)」です。これらは信頼性解析の手法として広く活用されています。
本記事では、FMEAとFTAの基礎から具体的な実施方法、そして効果的な使い分けのポイントを詳しく解説します。
これらの手法を適切に活用することで、ボトムアップとトップダウンの両方の視点から包括的な信頼性評価が可能です。また、効果的な予防策の実施や組織全体での品質向上につなげることができます。
皆様のプロジェクトにおける信頼性の向上に役立つ情報を提供できれば幸いです。
このコラムを書いた人

武田(もの猫):機械設計のプロフェッショナル
製造業で10年以上にわたり機械設計に従事し、機械設計技術者試験1級を保有。基本設計から評価、量産までの工程を経験しています。若手技術者の育成や設計リーダーとしての役割も担い、幅広い業務での知見をもとに、実務に役立つ情報を発信することを目指しています。
FMEAとFTAの違いと使い分け
| 項目 | FMEA | FTA |
| 解析の方法 | 構成要素を列挙し、各構成要素に生じうる故障モードをすべて洗い出し、システムへ影響を評価するボトムアップの解析手法 | ある不具合事象を決め、それが起こる原因を究明していくトップダウンの解析手法 |
| 適用対象 | 新規要素が多い製品に向いている | 既存要素の流用が多い製品に向いている 不具合事象が発生した際の対策に向いている |
| 期待できる成果 | 未知の不具合を洗い出し、未然防止を講じることができる | 既知の不具合事象から関連要素の信頼性向上などの対策を講じることができる 不具合事象が発生した際の原因に対策を講じることができる |
FMEAとFTAは、どちらも信頼性や安全性を確保するために不具合を防止する手法ですが、解析方法や適用対象、期待できる成果がそれぞれ異なります。
解析方法の違い
FMEA(ボトムアップ型解析):個々の部品や工程に焦点を当て、それらの故障モードを抽出し影響を評価します。詳細な部分からシステムや製品全体への影響を検討・評価します。
FTA(トップダウン型解析):全体の重大な故障であるトップ事象に着目し、その原因を段階的に掘り下げます。問題の根本原因を明確にし、故障に至る論理的な経路を分析し可視化することで、効果的な対策を検討します。
適用対象や目的の違い
FMEAの主な目的は、未知の不具合を予測して未然に防止することです。構成要素の故障モードを抽出し、影響度や発生頻度を評価してリスクの優先順位をつけ、防止策を検討します。
FTAの主な目的は、既知の不具合の防止と対策の策定です。重大な故障事象の原因を分析し、再発防止策や安全対策を策定することに重点を置きます。
適用場面の具体例
FMEAの適用例
FMEAの適用例として、製品開発における設計段階でのリスク評価などがあります。例えば、自動車のロッド部品の故障モードを洗い出し、その影響を評価することで未知の不具合を発見する場合です。
不具合の対応として、設計を改善することで信頼性を向上させることができるでしょう。
また、生産ラインで工程に着目したFMEAを実施し、不良品発生のリスクを事前に低減させることにも活用されています。
FTAの適用例
FTAは事故の原因を解析し、再発防止策を策定する事故調査などに活用されています。また、発電所等の安全システムにおける重大故障の原因分析に用いられており、信頼性向上に寄与しています。
このようにFMEAは、詳細な部品や工程に着目して潜在的な不具合を発見し、未然に防止するために用いられています。一方、FTAはシステム全体での故障の原因を解析し、不具合防止策を策定するために用いられます。
目的や解析の視点が異なるため、状況に応じて適切に使い分けることが重要です。
FMEAの概要
FMEAの実施手順
FMEAは、以下の手順に従って解析を行います。
1. システムの分解
対象となるシステムを部品や構成要素、工程などの単位に分解します。この段階で解析の範囲や対象を明確にすることは重要です。
例えば、自動車のエンジンを対象とする場合、ピストン、バルブ、燃料噴射装置などの要素をリストアップします。
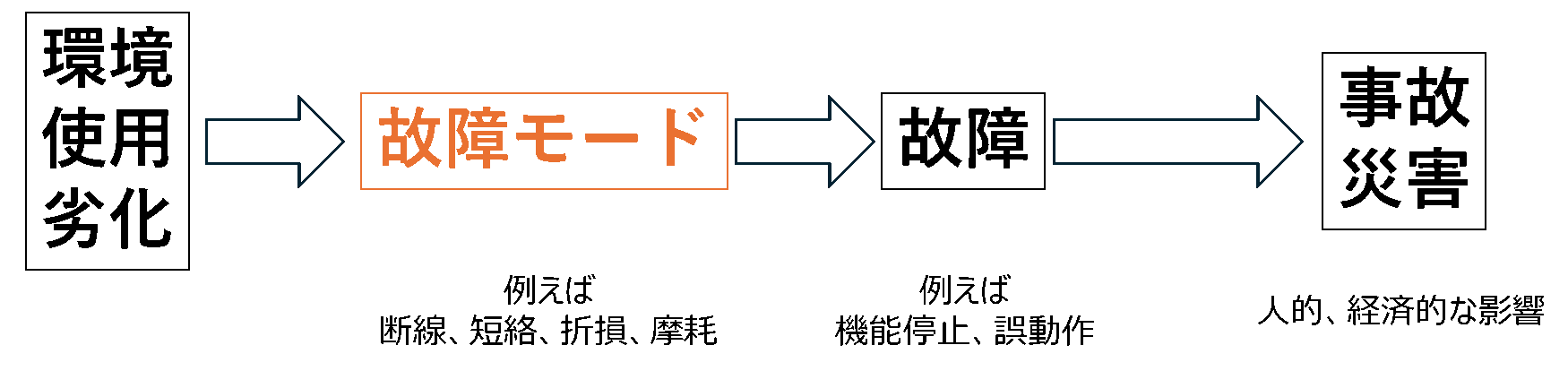
2. 故障モードの特定
各要素がどのような故障を起こし得るのかを洗い出します。想定される故障モード(例:部品の破損、動作停止、性能低下など)を具体的に挙げ、リスクの潜在箇所を網羅的に把握します。
3. 影響の評価
洗い出した故障モードがシステムや製品に与える影響を評価します。この際、故障の影響度、発生頻度、検出難易度を評価し、リスクの優先順位(リスク優先度)を決定します。重大な影響をもたらす故障モードに注力することで、効率的なリスク管理が可能です。
4. 原因の分析と対策の検討
故障モードの原因を調査し、設計上の問題、製造工程の不備、材料の劣化など多岐にわたる可能性を抽出します。それに基づき、改善案や対処策を検討します。
リスク優先度(RPN:Risk Priority Number)の算出
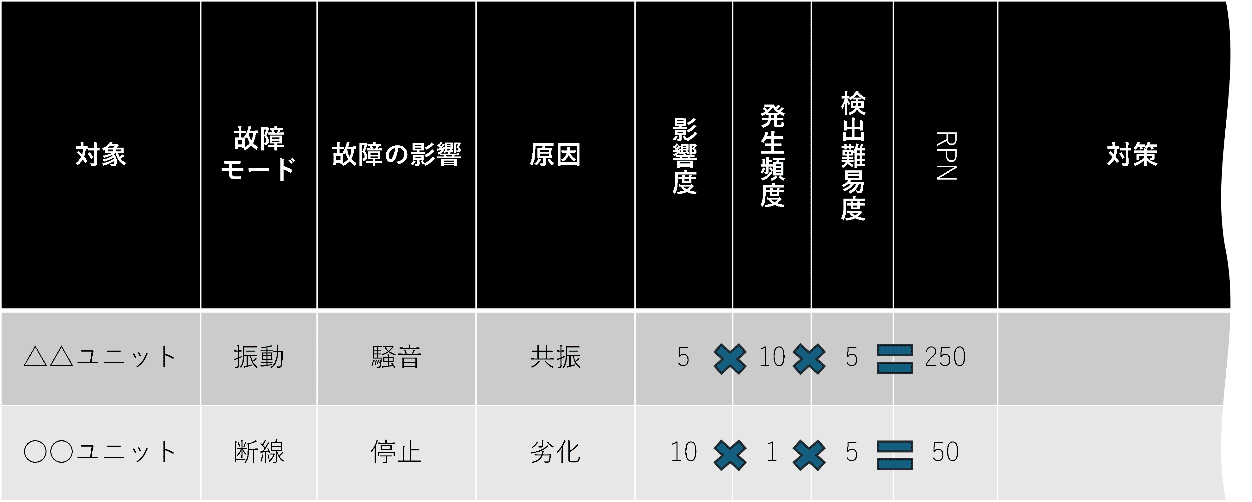
RPNは、以下の三つの要素を掛け合わせて算出されます。
- 影響度:故障が発生した場合の影響(1から10の10段階で評価し、大きいほど重大な影響があることを表す)
- 発生頻度:故障が発生する可能性(1から10の10段階で評価し、大きいほど発生の可能性や頻度が高いことを表す)
- 検出難易度:故障を事前に検出できる可能性(1から10の10段階で評価し、大きいほど検出が困難なことを表す)
これらを掛け合わせたRPN(= 影響度 × 発生頻度 × 検出難易度)が高い故障モードや構成要素から優先的に対策を講じることで、効果的な施策となります。
FMEAの活用時のポイント
FMEAを効果的に活用するためには、まず過去の不具合情報や業界の事例を参考にして故障モードを網羅的に洗い出すことが重要です。この際、多角的な視点を得るために、複数の部門が連携するチーム体制で実施することが望まれます。
さらに、提案する対策が現実的であり、コストや時間的制約を考慮して実行可能であるかを確認する必要があります。これにより、実際の運用において効果的な対策が実現可能です。
また、製品やプロセスの変更に応じてFMEAを定期的に見直し、信頼性の確保に努めることも欠かせません。必要に応じて、変更点に着目したDRBFMに切り替えるなどの運用ルールを策定し、継続的なリスク管理を行うことが重要です。
FTAの概要
FTAの実施手順
FTAは、トップ事象から原因を究明していく解析手法です。主な手順を以下に示します。
- トップ事象の定義:解析の対象となる重大な故障や事故を具体的かつ明確に設定します。
- 直接原因の特定:トップ事象を引き起こす要因を洗い出します。
- さらに下位の原因分析:各原因についてさらに下位の原因を特定し、階層的に掘り下げます。
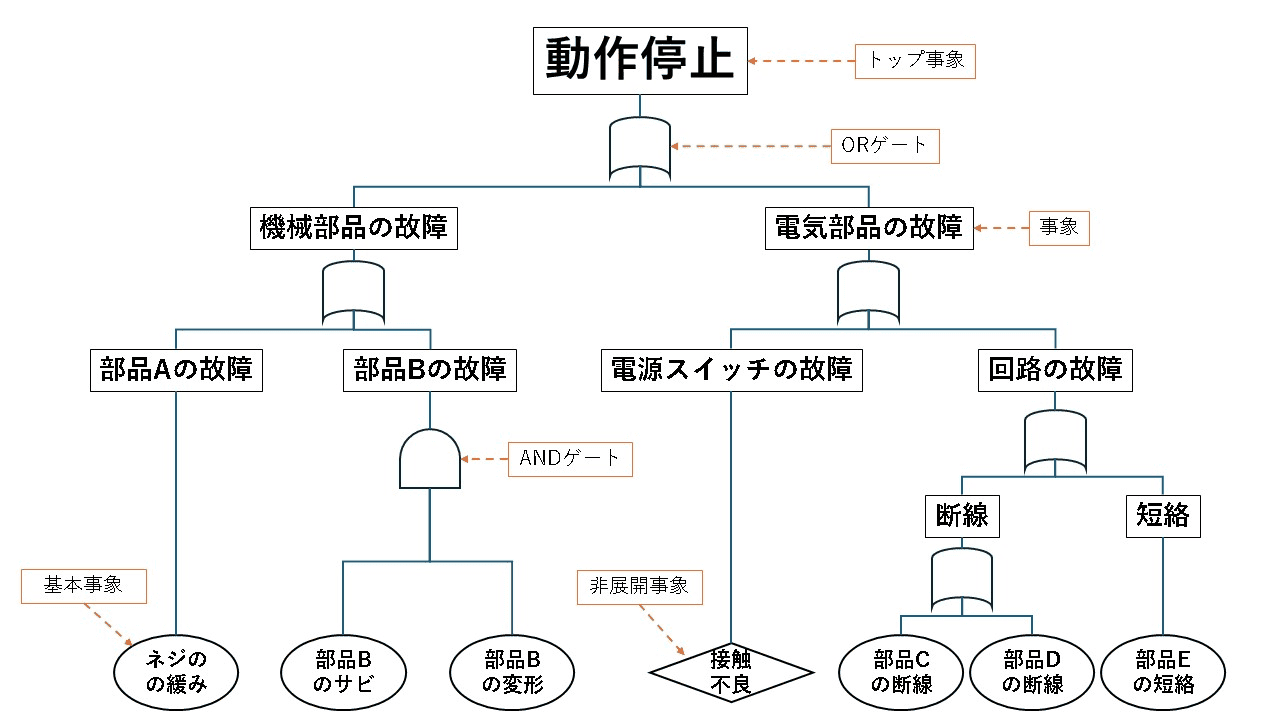
- FT図の作成:論理ゲートを用いて、原因と結果の関係をFT図で示します。
論理ゲートを用いたFT図での可視化
FTAでは、故障の因果関係を視覚的に表現するために論理ゲートを活用し、FT図を作成します。
具体的には、ANDゲートはすべての下位事象が同時に発生した場合にのみ上位事象が発生することを示し、ORゲートはいずれかの下位事象が一つでも発生すれば上位事象が発生することを表します。
さらに、事象には解析の対象となる最上位のトップ事象、これ以上分解できない最下位の基本事象、そして情報不足などによりさらに展開できない未展開事象の三種類があります。
これらの要素を組み合わせることで、システム全体の故障パターンを詳細かつ体系的に分析することが可能です。
FTAの活用時のポイント
FTAを効果的に活用するためには、まずトップ事象を具体的かつ明確に定義することが不可欠です。曖昧な定義では原因分析が的外れになる可能性があるため、明確な設定が求められます。
また、原因を特定する際には必要以上に細部にこだわらず、適切なレベルで分析を行うことが重要です。さらに、論理ゲートの適用や因果関係に誤りがないよう、専門家によるレビューを実施し、モデルの正確性を確保することが求められます。
これらのポイントを押さえることで、FTAの分析精度を高め、効果的なリスク管理を実現することが可能です。
最後に
FMEAとFTAは、それぞれ異なるアプローチでリスクを評価・分析する強力なツールです。両手法の違いを正しく理解し、適切に使い分けることで、製品やシステムの信頼性・安全性を飛躍的に向上させることができます。
これらの手法を効果的に運用するためには、組織的な協力とメンバーへの教育が不可欠です。
設計、製造、品質管理など異なる部門の専門家が協力してリスク評価を行うチームを編成し、組織全体でFMEAとFTAの手法やツールの使い方を学習してスキル向上を図ることが重要です。
また、リスク情報を共有し、組織全体で品質向上に取り組む文化を醸成することで、効果的なリスク管理が可能となります。
なお、DRBFMとFMEAの違いについて知りたい方は、以下の記事が参考になります。