投稿日:2024年11月25日
回転する刃物で切削する上で、避けられない悩みとして内側のコーナーRがあります。今回は、コーナーRが加工に及ぼす影響について解説します。
コーナーRとはなにか
コーナーRとは、干渉を防ぐためにできる逃げやポケット加工などで生じる各コーナーに付くRの事です。「内側R」「内R」ともいいます。
なぜコーナーRがつくのか
設計者の方で、生産者から「Rを大きくしてほしい」とお願いされた経験はありませんか。この「R」、俗にいう「コーナーR」は加工する生産者にとって非常に大事な要素になります。
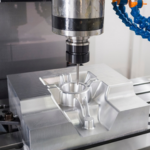
そもそも切削加工でなぜRがついてしまうのか。それは回転する工具で切削しているからです。工具にもいろいろな形がありますが、回転してしまえば全て「円」になります。そのためどうしても内側の各コーナーには、Rがついてしまうのです。
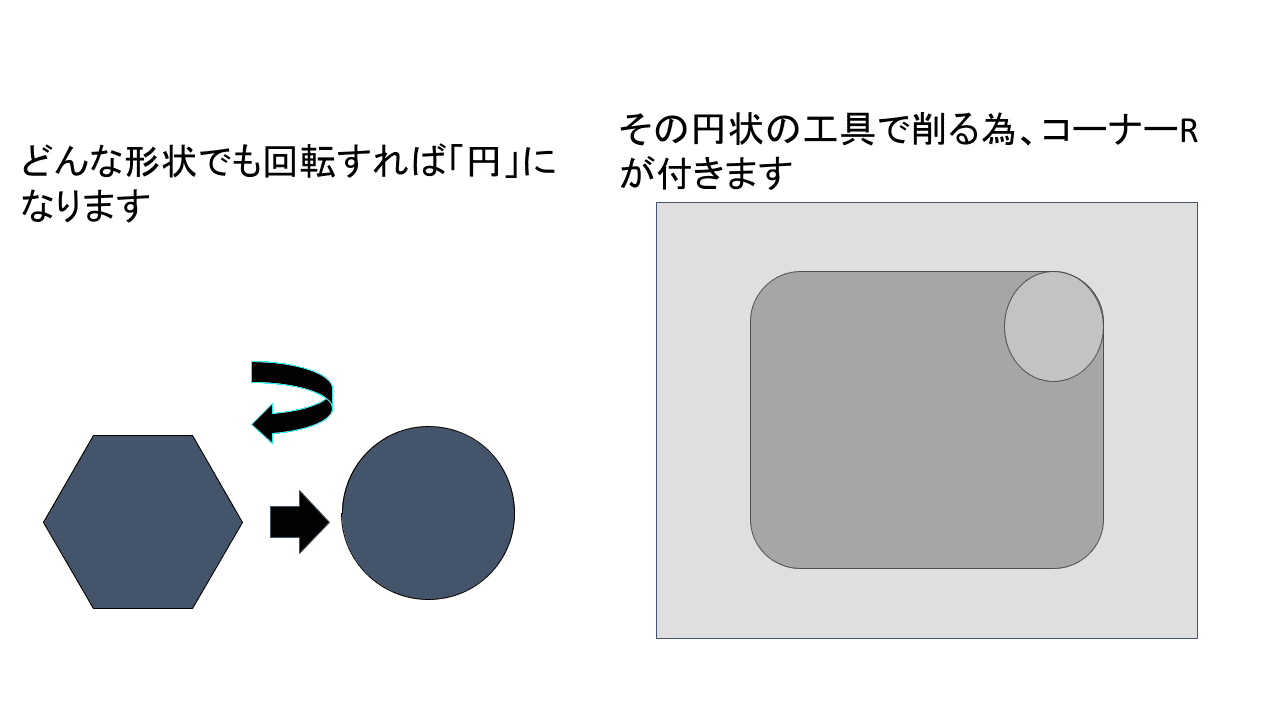
コーナーRの大きさや深さで加工時間やコストが決まる
では、コーナーRが加工に及ぼす影響について見ていきましょう。先程説明したように、どんな形の工具でも回転してしまえば全て「円」になります。また円には直径と半径があり、φ20の刃物の半径は10になります。
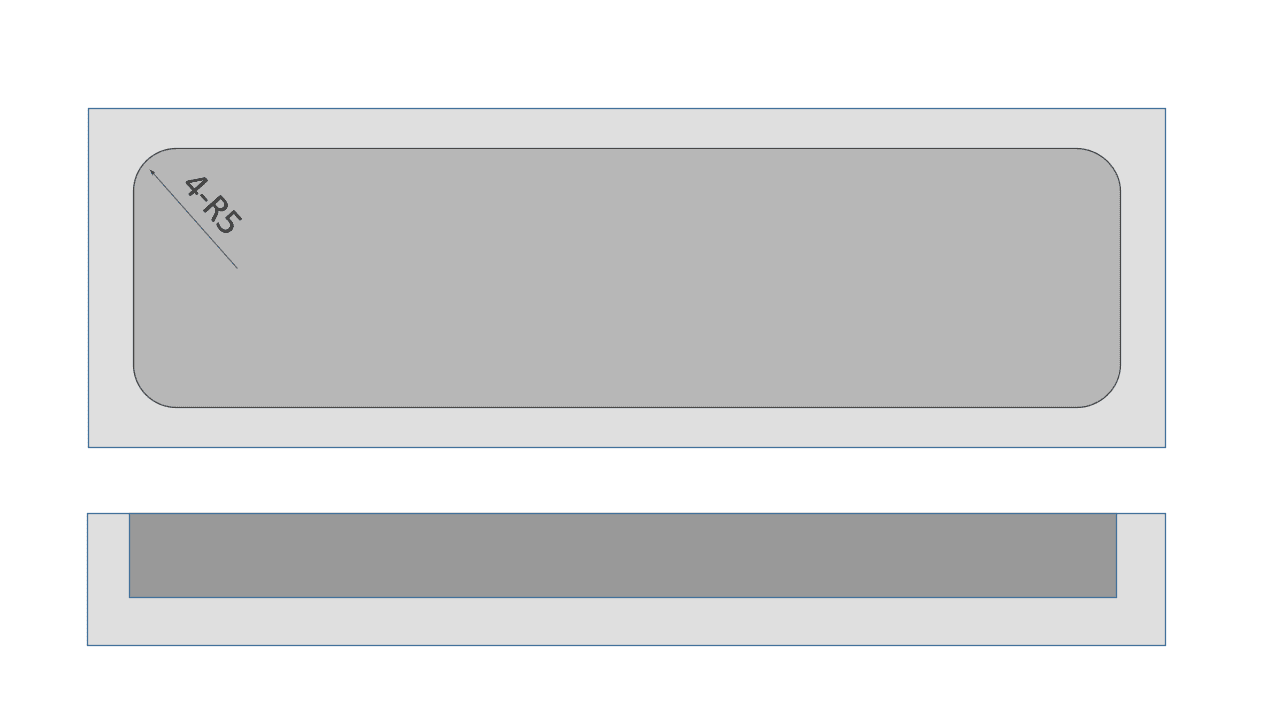
これをもとに下の図面指示のコーナーR「4-R5」は、何φの刃物で仕上げられるか考えてみましょう。
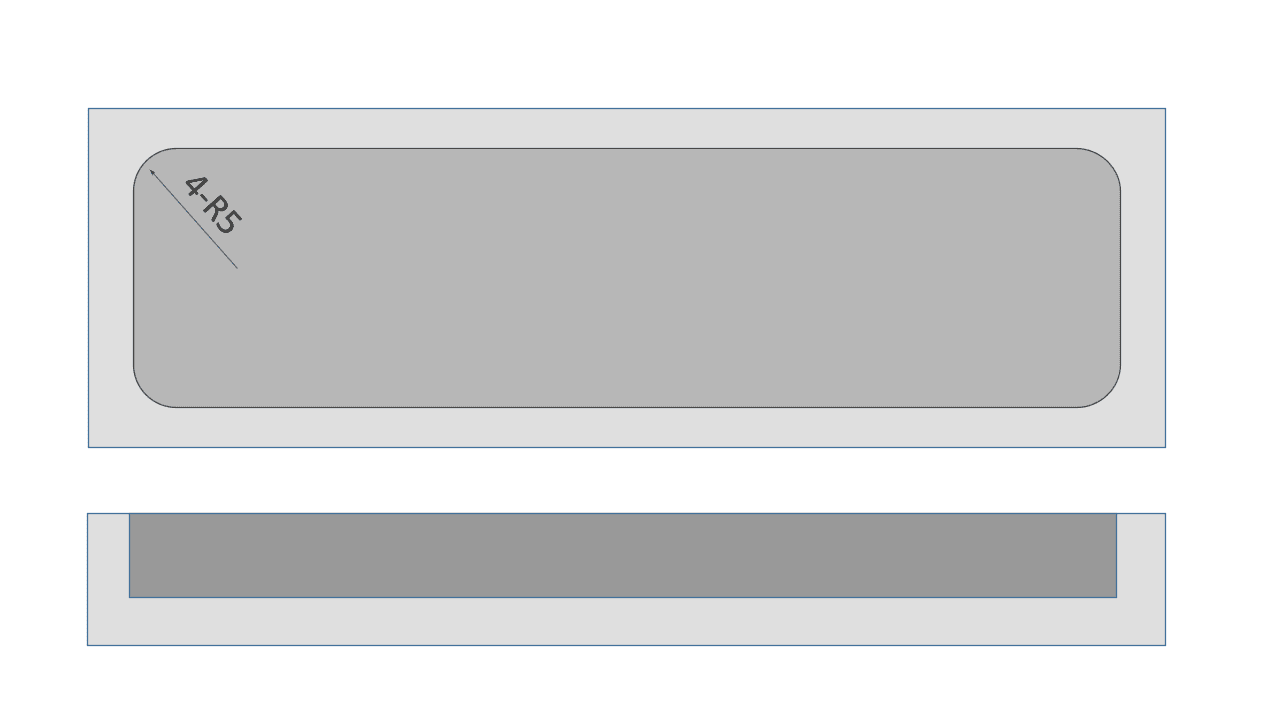
答えとしては「φ10以下の刃物なら仕上げられる」となります。
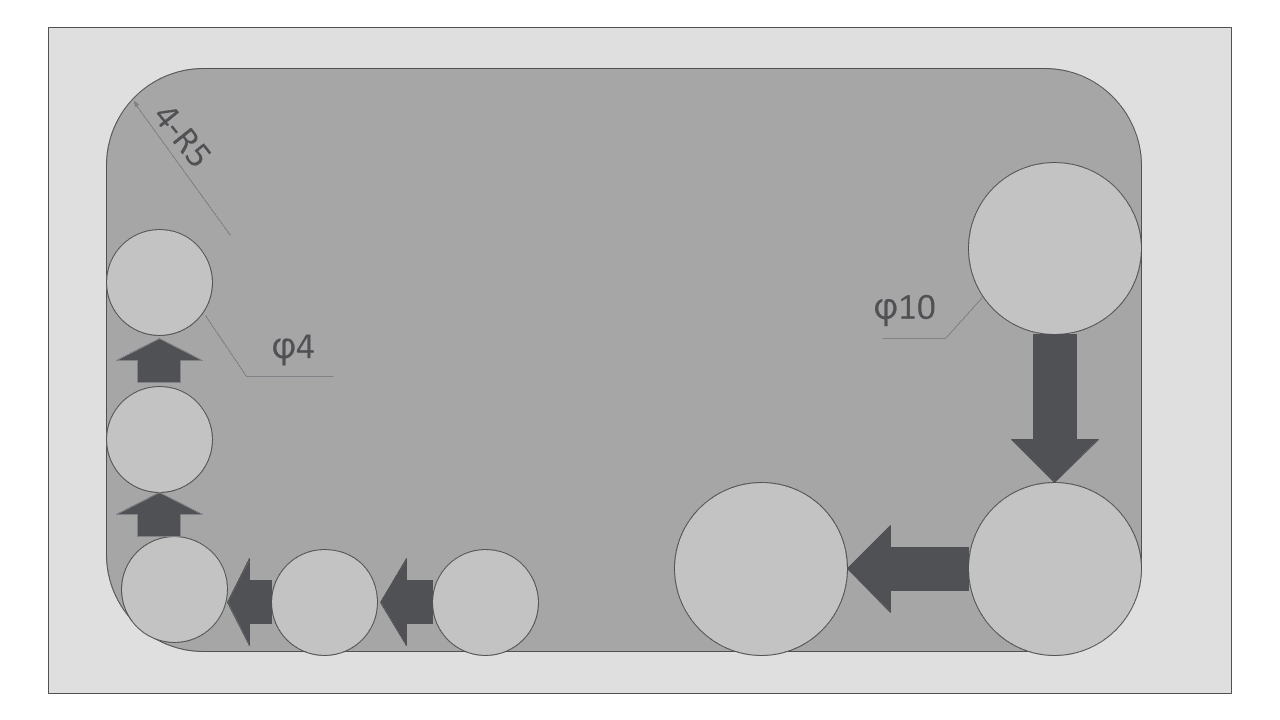
図面指示はR5で直径にするとφ10になり、φ10ならぴったりR5を作りながらコーナーRを作れます。φ10未満の刃物でも数値制御を用いて、R5に沿うように加工すればR5を作ることは可能ですが、その分加工する距離や一度に加工できる面積が少ないため時間がかかります。
つまり、R5指示のコーナーRをφ10で作ると最短移動距離で加工ができ、時間が早くなりコストが下がるということです。
上記の様な「R5」と指示があった場合、生産者がもう一つ気をつけなければならない事があります。それは「R5はφ10以下で加工できるが、φ10より径が大きい刃物では加工できない」ということです。
今回は単純に「R5」だけの指示ですが、複数のコーナーR指示があり全てR指示が異なった場合はそれに適した工具径(R5のコーナーRにはφ10、R3のコーナーRにはφ6など)の工具を用意するか、一番小さいR指示に合わせて(最小R指示がR2ならφ4で全てのRを加工する)加工をするしかありません。
ただ、それぞれの工具を用意するのには時間がかかり段取り時間が長くなったり、マシニングセンタにも付けられる工具数が限られています。
最小Rに合わせて加工するのも、先ほど説明した様に刃物の移動距離が長くなるため加工時間が長くなります。
次にコーナーRの深さについてですが、R5指示で深さ(厚み)30mmとR2指示で深さ(厚み)30mmでは加工時間は経験上約3倍違います。
φ10で深さ30mmは簡単ですが、φ4で深さ30mmはなかなか大変です。強度や干渉の問題でRが小さくなってしまうのは仕方がないことですが、余裕がある場合はなるべくR指示を大きくするとコストも下がり、生産者にとってもメリットが大きいです。
ではどのように内側Rを指示したらよいか、次の項で生産者からの要望も含めて述べていきます。
効率が上がるコーナーR指示の出し方
設計者がコーナーR指示を出すのは、組み立て時に何かが干渉するための逃がしRとして指示する場合が多いと思います。R2指示で十分に干渉を避けられる場合はR2と素直に指示してしまうかもしれません。
ただ、そのR部の深さなどを考慮して指示をしないと余計なコストがかかり部品の金額が高くなってしまいます。
下記に生産者の要望も含めてどのようにR指示をするのがよいかを書いてみましたので、参考にしていただけると幸いです。
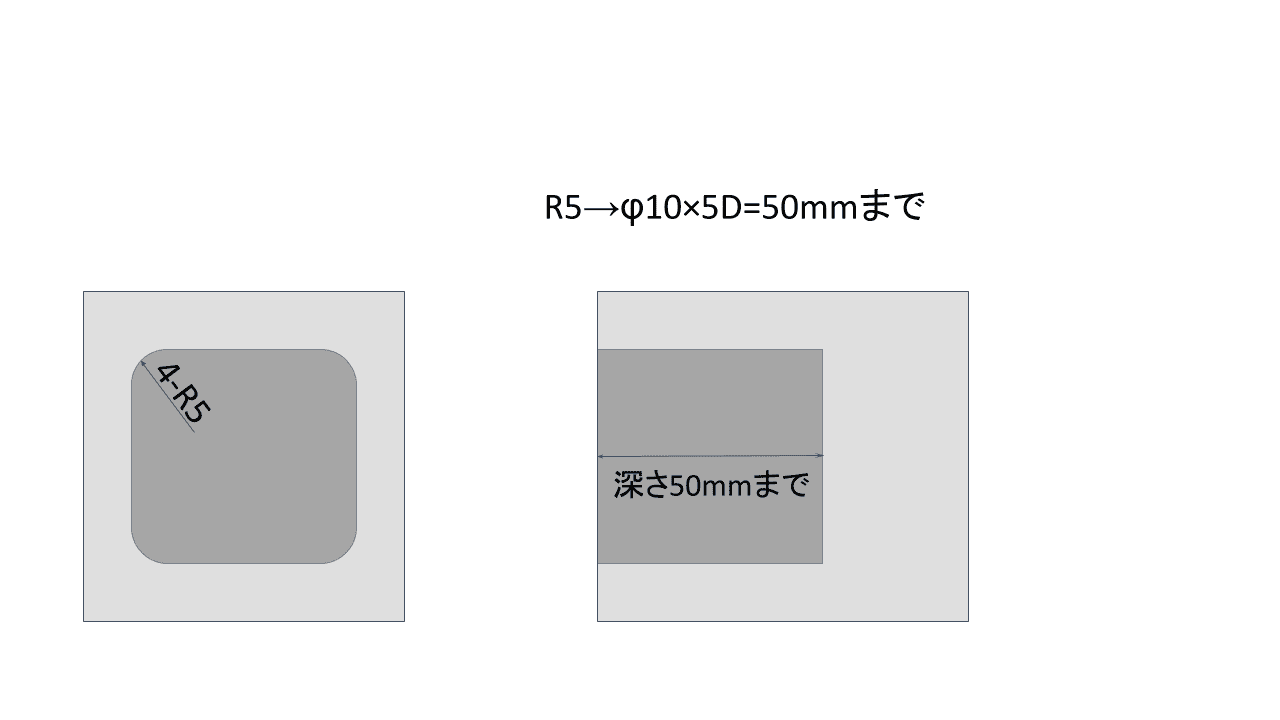
深さは加工する刃物の5倍長までが基本
R2指示ならφ4の工具で加工を行いますが、そのφ4の5倍つまり深さは20mmまでの深さなら通常の加工で加工可能です。
工具のカタログは「5D長(5倍長)」までの長さまでならどのメーカーも大体工具はそろっていますが、「6D長」以上はメーカーが絞られる事が多いです。特殊工具としてコストも上がる場合があります。
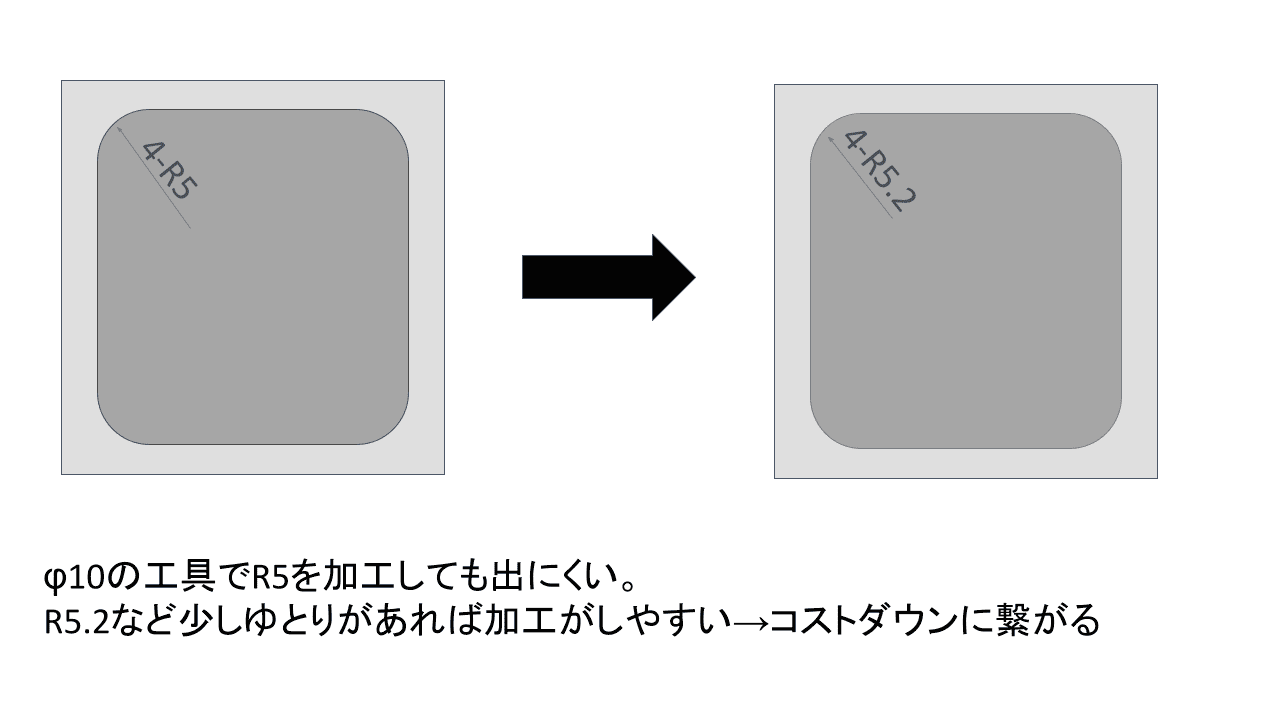
R2.2やR5.2など少しオーバーの方が寸法は出しやすい
R2指示の場合φ4で加工をしますが、マシニングセンタの機種によってはぴったりR2がでないことがあります。経験上、R2.1だったり少しオーバー気味に出る傾向です。
いろいろな会社の図面を加工してきましたが、R指示がR2.2だったりR5.2だったりすると寸法が出しやすくスムーズに加工が行えます。
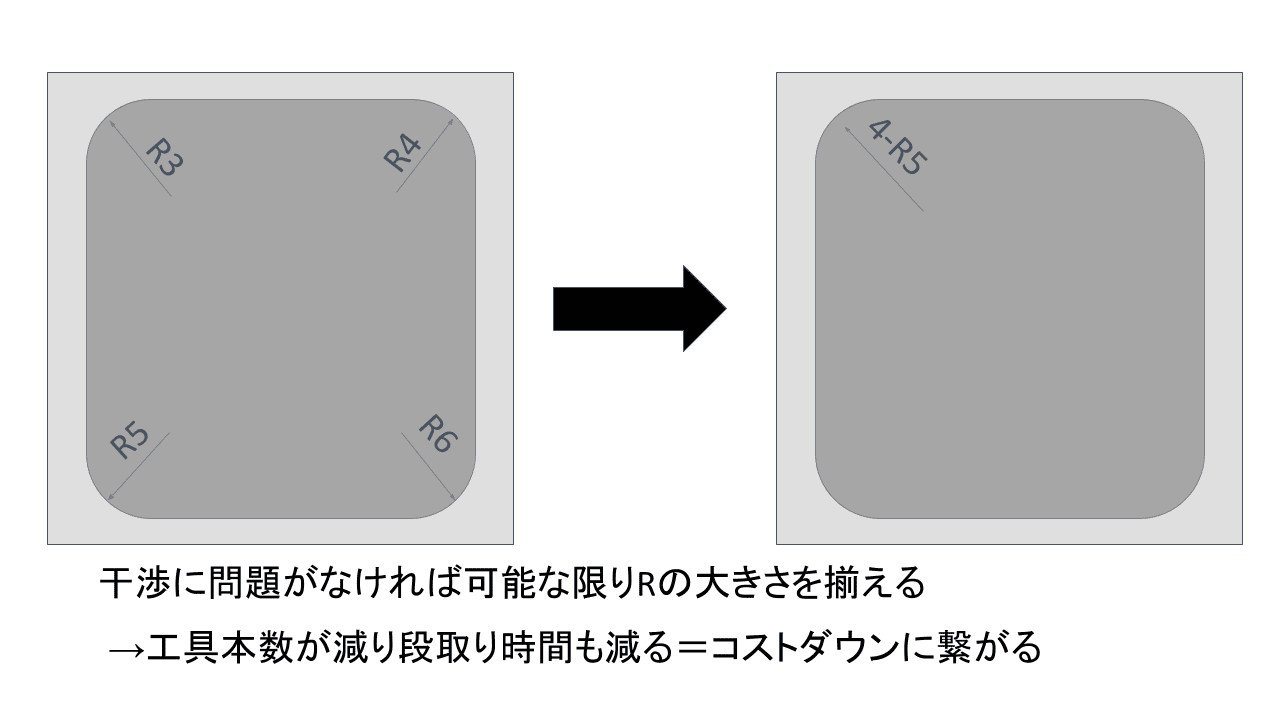
R指示はなるべく同じRで指示をする
前項で述べたようにR指示が「R3」「R5」「R2」などたくさんあると必然的に刃物の本数が増えます。
干渉等に問題がなければ、なるべく同じRで指示を出すと工具も統一でき、段取り時間も少なくなりコストを下げることが可能になります。
まとめ
今回は内側コーナーR指示についてお話をしてきました。たかがR指示ですが、加工が複雑になればなるほどコーナーRの数も増えていきます。
コストを抑えて効率よく部品を生産できるように設計者の方が参考にしていただければ幸いです。