投稿日:2022年06月01日

ステンレス容器の内面をつるつるにしたい時にバフ研磨を依頼したことはありますでしょうか?
バフ研磨とは、「麻やウール等の柔らかな素材で金属面を磨く加工法のこと」を言います。研磨と聞くと砥石等で研削し表面を削り取る加工もあるのですが、削るのでは無く、磨く作業であると言えます。
バフという言葉も「buff(磨き輝かせる)」の英語から名付けられています。
ステンレス等の非鉄金属の表面の状態を整えたい(つるつるにしたい)時は、まずはバフ研磨をイメージすればよいかと思います。
バフ研磨を行う場合の主な目的を下に挙げてみます。
バフ研磨の目的
| 目的 | 具体例 |
| 金属表面の引っ掛かりをなくす | 金属表面に粉体や繊維類の付着を防止する |
| 金属接液部の摩擦をなくす | 配管内等を通過する液体の摩擦損失(圧力損失)を防止する |
| 電解研磨等の他の研磨の前処理 | 電解研磨を行う前の前磨きとして実施する |
| 表面の手さわりをよくする | 手すりなどの人が触れる箇所をなめらかに |
| 金属面に光沢を出す | 装飾品として表面につやを出し、輝かせたい |
バフ研磨を行う目的は、手ざわりや見た目をよくするというものだけでなく、金属表面の機能性を向上させる為にも利用します。
このコラムを書いた人
機械系プラントエンジニア
国内化学プラントで機械設計や建設工事を10年以上経験。危険物製造設備、発電・ボイラ設備・排水処理設備、研究施設の多種多様な設計・調達・工事に携わり、その知識をコラムにて発信中。現場でも活かせる専門知識を、日本のモノづくりに活かしてもらいたい!という強い思いを持っている。
バフ研磨は他の仕上げ研磨の前処理にも用いられる
バフ磨きは、仕上げ磨きと呼ばれ表面を鏡面状態にすることができる研磨の1つです。同じように仕上げ磨きである電解研磨と呼ばれる研磨方法もあります。
過去に、製作図面に金属表面の仕上げを、金属加工メーカに依頼をした際の筆者の失敗例をお話します。
依頼先である加工メーカに電解研磨をお願いしたところ、納品された部品の電解研磨を行った面は全く鏡面になっていなかったのです。その原因は、私が電解研磨はその前処理が必須であることを知らなかったことによる指示ミスでした。
電解研磨は、金属表面の微細な突起を電極溶解させて、表面をなめらかにするのですが、その微細な突起先端を丸くしても表面の凹凸は消えずに残ります。
その為、必ず事前にバフ磨きの前処理を行い、ある程度凹凸をなくしておく必要があるです。
電解研磨を行う前にバフ研磨を行う理由
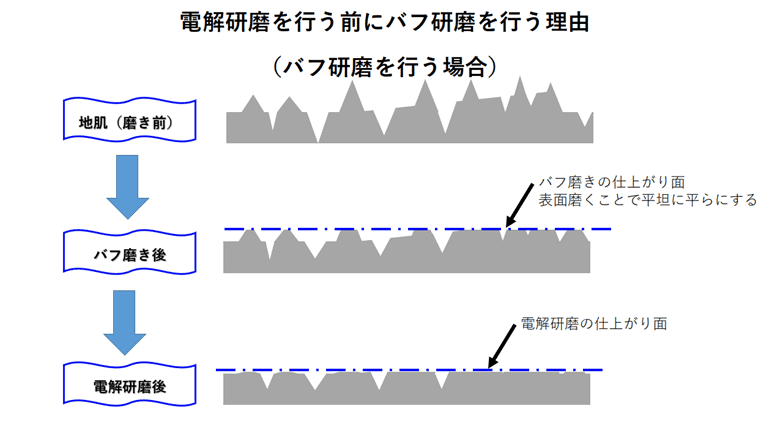
図:電解研磨の前にバフ研磨(前処理)を実施した場合の金属表面
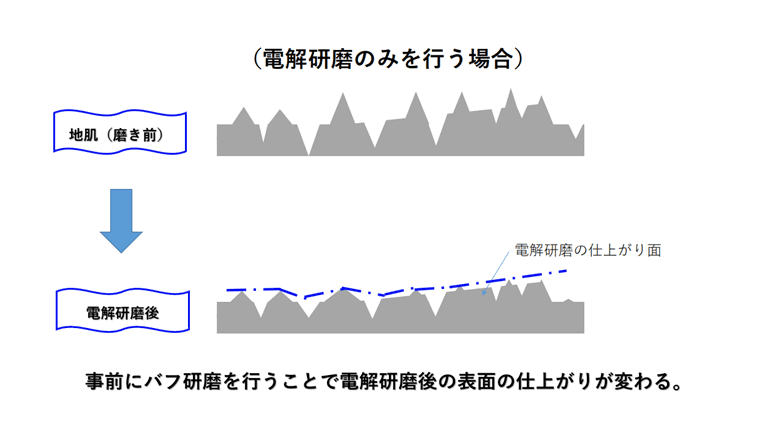
図:金属の地肌面を前処理無しで電解研磨で磨いた場合の金属表面
バフ研磨によってあらかじめ表面全体を平らにしておくことで、電解研磨後の表面がきれいに仕上がります。
バフ研磨は図面で表現しずらい理由
そんな前処理としても実施しているバフ磨きですが、製作図面内で指示をする方は、どのように指示(どの程度磨き作業を実施するか)をすればよいか迷うかもしれません。
そんなときの指示方法としては、次の2通りがあると考えています。
- 磨き後の表面粗さRa、Rzを指示する方法(Ra:算術平均粗さ、Rz:最大高さ粗さ)
- あらかじめ磨きサンプルを製作し、そのサンプルと同等の粗さに磨いてもらう
設計する側の立場からすると、出来れば❶の「表面粗さを定量的に指示したい!」と思うかもしれません。
しかし、大抵の場合、事前に表面粗さを数値的に把握出来ないことが多い為、❷の磨きサンプルを製作し、どの程度磨けばよいのかを調査しながら決めることになるかと思います。
さらに悩ましいことに、バフ研磨では通常「番手(ばんて)」と呼ばれる研磨材の細かさを表す数値を指定して、研磨作業の指示を行います。
例えば、「この部分は、まず200番で磨いた後に、400番手で磨きましょう」と研磨材を指定してバフ研磨を行う場合、400番手で磨くと表面粗さRaがいくつになるのかは、なかなか判断が難しいのが現状です。
※研磨作業者の経験や実績、磨きやすい形状かどうかを考慮しなければいけません。
又、研磨作業は研磨時間を掛ければ掛けるほど、表面は鏡面に近づいていきます。その為、どの程度の期間が必要になるかも研磨作業者に確認をするようにしましょう。
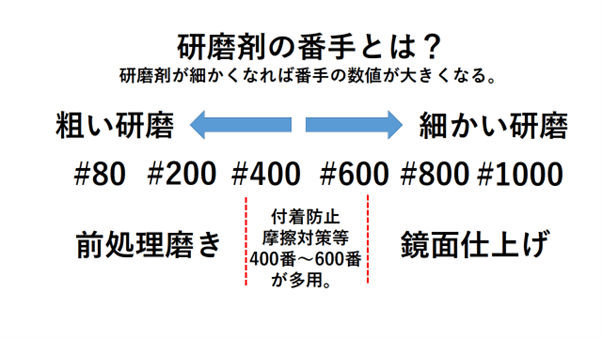
研磨剤の番手とは?
表面粗さで指定するより、番手を指定した方が伝わる
製品の品質上、どうしても表面粗さを指定しなければいけない場合を除けば、バフ研磨材の番手を指定した方が、バフを行う目的が研磨作業者には伝わりやすいです。
下に用途に合わせたバフ研磨の番手とその粗さを記載します。(あくまで著者の見解です)
番手と表面粗さの関係が何となくつかめておくと、研磨剤の番手の選定で悩むことは無くなるかもしれません。
表.番手による仕上がり面の用途とおおよその粗さ
| バフ研磨 番手 | 目的 | 表面粗さ |
| 80番手~200番手 | 傷除去、他研磨の前処理 | Ra:5μm以上、Rz:10μm以上 |
| 200番手~400番手 | 付着防止、摩擦対策 バフ研磨で一番用途が多い | Ra:1μm以上、Rz:2μm以上 |
| 600番手以上 | 光学的な鏡面仕上げ | Ra:0.1μm以下 |
参考までに旧JISで規定していた仕上げ記号について掲載しておきます。現在は規格から外されていますが、機械加工の仕上げと紐づけておくと、理解しやすいですね。
表.仕上げ記号の表面粗さ区分
| 仕上げ記号 | 表面粗さ 区分値 μm | ||
| Ra | Rz | Rzjis | |
| ▽▽▽▽ | 0.2 | 0.8 | 0.8 |
| ▽▽▽ | 1.6 | 6.3 | 6.3 |
| ▽▽ | 6.3 | 25 | 25 |
| ▽ | 25 | 100 | 100 |
まとめ
研磨作業の依頼者にとっては、「どれくらい表面がきれいに仕上がるか」がなかなか掴みにくいかもしれませんが、バフ研磨を依頼するときに研磨材の番手で指示した方が、研磨作業者にとっては作業内容と目的を把握しやすくなります。
バフ研磨は研磨しやすい形状や、研磨にかかる作業時間等、作業者の経験に基づいてどこまで研磨することが妥当であるかを相談しながら、決めていくことが大切です。