投稿日:2024年12月12日
切削速度は、機械加工における生産性向上の重要な要因の一つです。切削スピードを上げれば上げるほど、加工時間は短縮されます。
しかし、加工機械の仕様や切削工具の寿命などによって、切削速度には上限があります。
この記事では、切削スピードを決める要因について、鉄やアルミを例に挙げながら解説します。
このコラムを書いた人
小柳渉:歯車設計のスペシャリスト
大手機械メーカー10年中小メーカーで30年機械設計の経験を積み、現在はベンチャー企業で開発設計に従事。その間、試験装置なども設計。2次元CADや3DCADのCATIA、SOLIDWORKS、FUSIONを使用。ものづくりが好きで趣味はARDUINOを使った電子工作と旅行。失敗の数が成長の証。チャレンジに年齢は関係ないと信じて挑戦しています。
切削速度は加工機械主軸速度と加工径で決まる
切削速度Vは、以下の式で求められます。
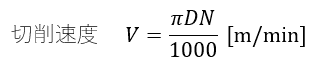
D(mm):切削部の直径、N(rpm):主軸の回転数
この式から分かるように、切削速度は主軸の回転数と切削部の直径に比例して大きくなります。
加工機械の主軸回転数
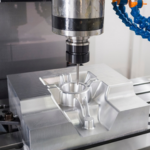
切削加工では、旋盤のように被削材を回転させる機械と、マシニングセンターのように工具を回転させる機械があります。
- 旋盤(例:オークマ LB3000 EX II):最大回転数 5000rpm
- 横型マシニングセンター(例:MA-4000H):最大回転数 15000rpm
これらの回転数は機械の仕様で上限が決まっているため、切削速度を上げるには、旋盤では被削材の径を大きくする、マシニングセンターではカッター径を大きくするといった工夫が必要です。
ただし、製品寸法や設計の制約により、径の変更には限界があるため、切削速度の上限は機械の性能によって制限されることが多いです。
切削工具性能
切削速度を左右するもう一つの重要な要因が、切削工具の性能です。切削速度を高めると、工具の発熱により硬度低下や摩耗が発生し、工具寿命が著しく短くなります。
また、工具と被削材の化学的な相性により、溶着や変質が起きることもあります。
したがって、たとえ機械が高速回転できても、工具がその速度に耐えられなければ、工具の性能が切削速度の上限を決定することになります。
高性能な機械でも、それに見合った工具がなければ、その性能を活かすことはできません。
基本的な切削工具材質と特徴
下表に基本的な工具の材質と特徴を示します。
| 工具材質 | 特徴 | 切削速度 | 価格 |
| 炭素工具鋼 | 高硬度な被削材の加工には使えない | 遅い | 安価 |
| 高速度鋼 | 炭素工具鋼より硬い | ↓ | ↓ |
| 超鋼合金 | 高硬度な被削材の加工にも使える | ↓ | ↓ |
| サーメット | 鉄でも溶着が起き難くい。仕上げ加工に向いている | ↓ | ↓ |
| CBN | ダイヤモンドの次に固く鉄に使える | ↓ | ↓ |
| ダイヤモンド | 炭素なので鉄と結びつきやすく鉄の加工には不向き | 速い | 高価 |
※コーティング処理や細かい材質の違いがあり、実際の選定はカタログ参照やメーカー相談が推奨されます。
【計算例】鉄の切削速度
直径6mmおよび100mmの穴加工について、実際の切削速度Vを計算します。
V=π・D・N/1000
表. 鋼を切削するときの切削速度
| 加工機械 | 主軸回転数(rpm) | 加工径(mm) | 切削工具 | 工具切削速度上限 (m/min) | 切削速度(m/min) |
| 旋盤 | 5000 | 6.3 | ドリル | 100 | 98.9 |
| 19.1 | バイト | 300 | 299.9 | ||
| マシンングセンター | 15000 | 2.1 | ドリル | 100 | 98.9 |
| 6.4 | ボーリング | 300 | 301 |
超鋼ドリル:OSG製ADO超鋼ドリル
バイト、ボーリング:大昭和精機製 コーティドインサート
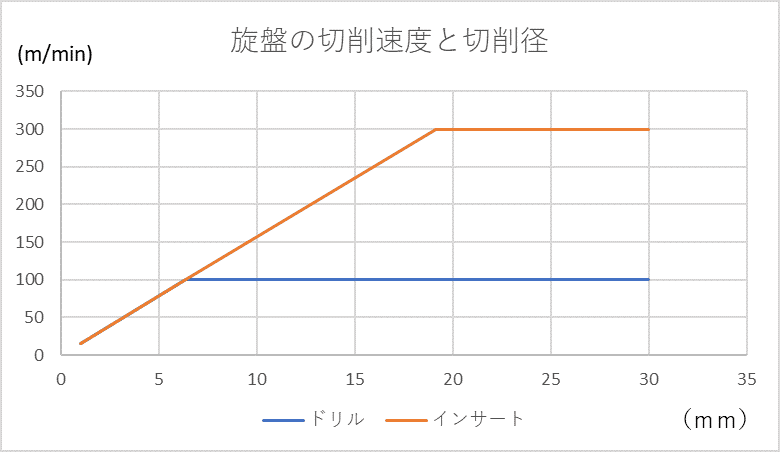
旋盤でのドリル加工では加工径が6.3mmで工具切削速度の上限に達してそれ以上では切削速度は変わりません。コーティドインサートを使う加工では加工径が19.1mmで上限に達します。
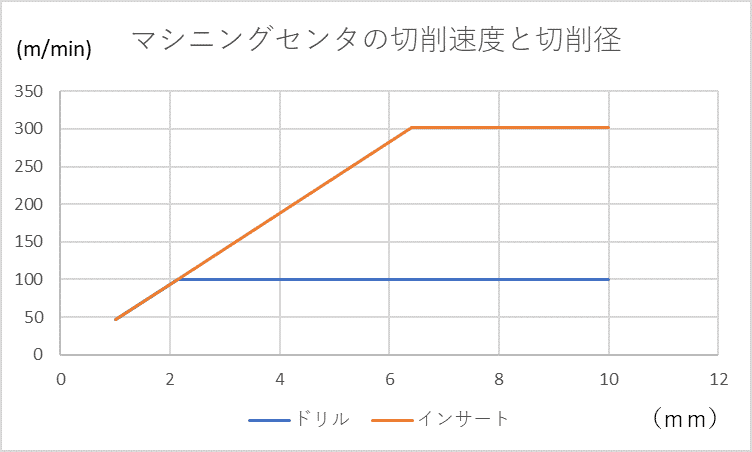
マシニングセンターでのドリル加工では加工径が2.1mmで工具切削速度の上限に達してそれ以上では切削速度は変わりません。コーティドインサートを使う加工では加工径が6.1mmで上限に達します。
下図は被削材が鋼のとき、切削速度と切削径の関係を表したグラフです。
アルミの切削速度
アルミはダイヤモンド工具が使えますので、工具の切削速度上限が上がります。
表. アルミを切削するときの切削速度
| 加工機械 | 主軸回転数(rpm) | 加工径(mm) | 切削工具 | 工具切削速度上限 (m/min) | 切削速度(m/min) |
| 旋盤 | 5000 | 12.8 | ドリル | 200 | 201.0 |
| 191 | バイト | 3000 | 2998.7 | ||
| マシンングセンター | 15000 | 4.25 | ドリル | 200 | 200.2 |
| 63.7 | ボーリング | 3000 | 3000.3 |
超鋼ドリル:OSG製 ダイヤモンドドリル
バイト、ボーリング:大昭和精機製 ダイヤモンドインサート
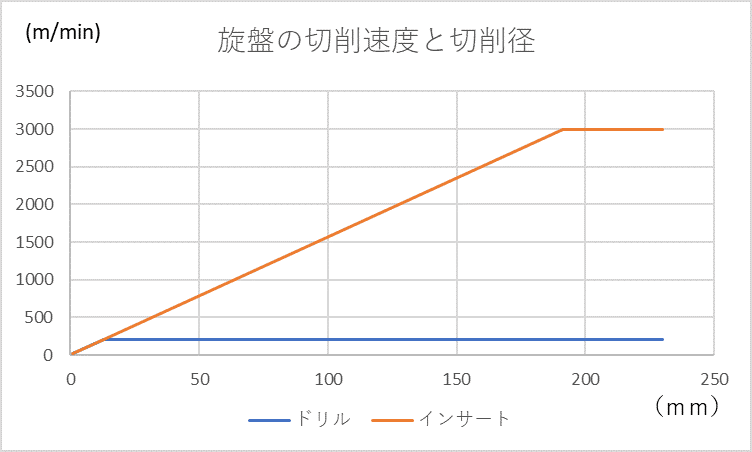
旋盤でのドリル加工では、加工径が12.8mmで工具切削速度の上限に達してそれ以上では切削速度はかわりません。ダイヤモンドインサートを使う加工では、加工径が191mmで上限に達します。
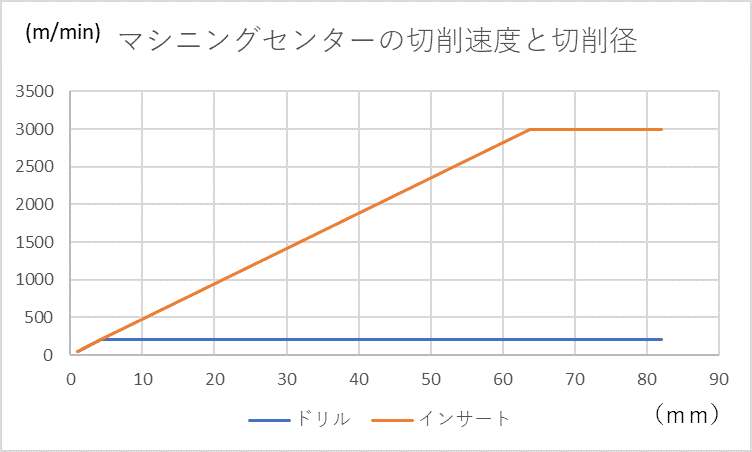
マシニングセンターでのドリル加工では、加工径が4.25mmで工具切削速度の上限に達してそれ以上では切削速度はかわりません。ダイヤモンドインサートを使う加工では、加工径が63.7mmで上限に達します。
下図は被削材がアルミの切削速度と切削径の関係を表したグラフです。
アルミの材料は鉄に比べ高価ですが、加工速度が速く、ダイキャスト化すればさらに機械加工時間が短くなります。アルミは加工まで含めた価格は安価な材料です。
まとめ
本記事では、加工時間を左右する切削速度について、加工機械と切削工具の性能を切り口に具体例を交えて解説しました。
- 切削速度は、主軸回転数と工具の許容切削速度の小さい方で決まる。
- 被削材が鋼の場合、加工機械の性能に対して切削工具の性能が追いついていない傾向が強く、切削速度は主に切削工具の性能によって決まる
- 被削材がアルミの場合、切削工具で決まる切削速度の上限と、加工機械で決まる上限とのバランスが良好なため、短時間での加工が可能。
また余談ながら、アルミはダイキャスト化が可能なため、切削量が少なく、こちらも短時間での加工に寄与。
その結果、トータルコストは低減。
今後、機械加工に関わる際に、本記事の内容が少しでも参考になれば幸いです。