投稿日:2022年5月23日
品質管理で表面粗さの解析を任されたけど、何をしたらいいか分からない人も多いと思います。
実は表面粗さはとても奥が深く、すべてを理解している人はほとんどいません。
しかし、良いモノを作り、不良品を出さないためには、表面粗さを解析することがとても重要です。すべてを理解する必要はないので、使う部分だけ理解するようにしましょう。
表面粗さは、正式には表面性状といい、「粗さ」と「うねり」に分けられます。どの波長の表面性状が、部品の性能に影響を与えているかを把握し、粗さとうねりを分けることが重要です。
図面でよく使われる Ra や Rz はパラメータと呼びます。
パラメータごとに評価できる特徴が異なるので、評価したい特徴が何なのか、それに最適なパラメータが何なのか見極めるのが測定者の腕の見せどころです。
本記事では、表面性状パラメータの基礎について解説します。表面性状のパラメータがどのように計算されるのかを理解して、良いモノづくりに役立てましょう。
なお、表面性状の基礎を知りたい場合には、「【設計者必見】表面粗さの基礎。これを知らないと設計できない。」も併せて参考にしてください。
断面曲線とうねり曲線と粗さ曲線の違い
表面性状のパラメータを計算するときには、以下の3つの曲線から計算すると決まっています。
- 断面曲線
- うねり曲線
- 粗さ曲線
それぞれの曲線について説明していきます。
断面曲線
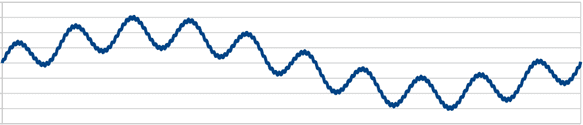
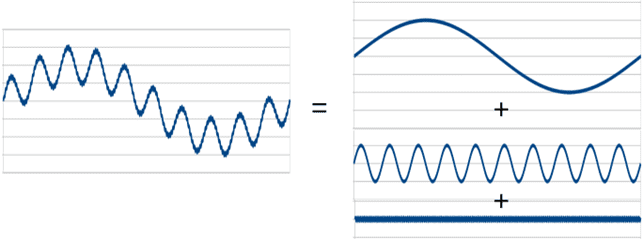
測定断面曲線
測定機で表面を測定すると、表面の形状が上図のように、さまざまな波長が混ざった形状だということがわかります。
測定して得られた曲線のことを「測定断面曲線」といいます。
測定断面曲線からノイズなどの短い波長を取り除いたものを「断面曲線」といいます。どのくらい短い波長を取り除くかは、カットオフ値 λsで決定します。
λs = 2.5 μmであれば、2.5 μm以下の短い波長の形状は無視します。
測定断面曲線から断面曲線を抜き出すと下図のようになります。
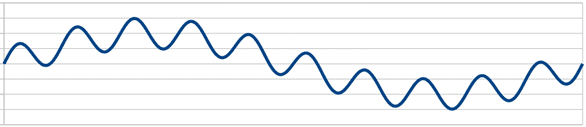
断面曲線
うねり曲線
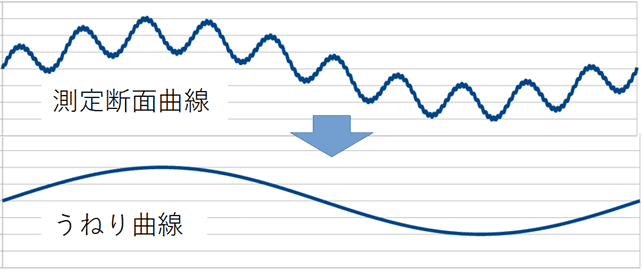
うねり曲線は上図のように、測定断面曲線から短い波長の形状を取り除いたものです。どのくらい短い波長を取り除くかは、カットオフ値λcで決定します。
λc = 0.8 mmであれば、0.8 mmより短い波長の形状は無視されます。
また、うねり曲線から長すぎる波長の形状も取り除くことがあります。その場合の長すぎる波長のカットオフ値は λf で決定します。
つまり、「うねり曲線」は、λc から λf の間の波長に注目した曲線となります。
粗さ曲線
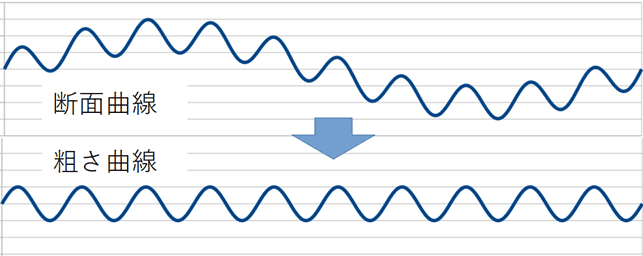
粗さ曲線は上図のように、断面曲線から長い波長の形状(うねり曲線)を取り除いたものです。うねりは λc より短い波長を無視するのに対し、粗さは λc より長い波長を無視します。
λc = 0.8 mmであれば、0.8 mmより長い波長の形状は無視されます。
断面曲線は λs 以下を無視した形状なので、「粗さ曲線」は、λs 以下と λc 以上を無視した形状になります。つまり、λs から λc の間の波長に注目した曲線となります。
各曲線の波長
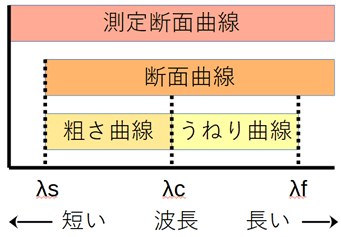
各曲線が含んでいる波長成分は、λs, λc, λfを境に上図のように分けられます。
λs, λc, λfをどのような値にするのかは、表面にどのような機能を持たせたいのかによって変わってきます。しかし、基準が分からないという人は、「JIS B 0633:2001」を参考にしてみましょう。
λcの決定方法
下表は、JIS B 0633:2001 中の表を簡単に表したものです。
| Ra μm | Rz μm | λc mm |
| (0.006) <Ra≦ 0.02 | (0.025) <Rz≦ 0.01 | 0.08 |
| 0.02 <Ra≦ 0.1 | 0.1 <Rz≦ 0.5 | 0.25 |
| 0.1 <Ra≦ 2 | 0.5 <Rz≦ 10 | 0.8 |
| 2 <Ra≦ 10 | 10 <Rz≦ 50 | 2.5 |
| 10 <Ra≦ 80 | 50 <Rz≦ 200 | 8 |
例えば、切削面や研削面は、Raが1 μm前後のことが多いため、λcを0.8 mmに設定するのがおすすめです。
ただし、JISに載っている表はあくまで、参考値です。この値を使用しなければいけないというものではありません。
λsの決定方法
λsはλcが決まると、必然的に決まります。λcとλsの関係は下表の通りです。
| λc mm | λs μm |
| ~0.8 | 2.5 |
| 2.5 | 8 |
| 8 | 25 |
λc/λs≒300の関係がありますが、λsが2.5 μm以下になる場合には、2.5 μmを採用します。それは、表面性状測定機の触針先端半径が2 μmであるため、それ以下の波長は測定できないためです。
表面粗さのパラメータ
断面曲線、粗さ曲線、うねり曲線を見ているだけでは、表面を評価することができません。各曲線から得られる高さデータを使って、定量的に評価する方法がRaやRzなどのパラメータです。
パラメータを求めるには、それぞれ固有の計算式があり、パラメータによって評価できる特徴が違います。
表面性状のパラメータは、非常に多く定義されています。表面に特殊な機能を持たせたい場合には、多くのパラメータの中から適切なパラメータを選ぶ必要があります。
摩耗性、潤滑性、密着性、撥水性、傷の有無など、何を評価したいかによってパラメータを使い分けます。
しかし、加工面でよく使うパラメータは少ないため、まずはよく使うRaとRzの2種類を理解しましょう。
算術平均粗さRa
表面粗さパラメータで、最もよく使うのが算術平均粗さRaです。計算式は以下の通りです。
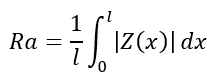
ここで、Z(x)はx位置での高さを表しています。この式を図で表すと下図のようになります。
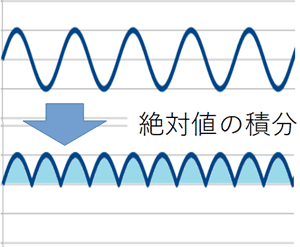
水色の面積を求めたのがRaということになります。
Raは平均値なので、キズや突起などの影響を受けず、安定した結果が出るのが特徴です。単純に、数値が大きければ表面が粗いと判断できます。
Raは粗さ曲線から計算されるパラメータで、断面曲線から求めたものをPa、うねり曲線から求めたものをWaと表します。また、3次元的に解析した場合にはSaで表します。
最大高さ粗さRz
Raとともに良く使われているパラメータが、最大高さ粗さRzです。
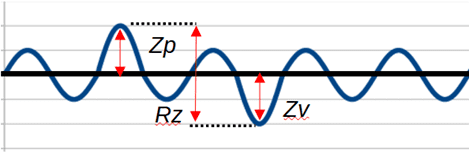
基準長さの中で、一番高いところを最大山高さZp、一番低いところを最大谷深さZvと呼び、その差が最大高さ粗さRz(=Zp-Zv)です。
図で表すと下図のようになります。
Raでは分からない、キズや突起の有無を確認できるので、品質安定に役立ちます。
Rzも粗さ曲線から計算されるパラメータです。断面曲線やうねり曲線から求めたものはPzやWz、3次元的に解析した場合にはSzで表します。

まとめ
表面の細かい凹凸を表面性状といいます。表面性状には、「断面曲線」「粗さ曲線」「うねり曲線」があり、解析したい波長によって使い分ける必要があります。
3つの曲線の中でもっともよく使うのが粗さ曲線です。粗さ曲線を使って求めるパラメータの中で、よく使われるのが Ra と Rz です。
使用するパラメータを変えることで、さまざまな表面の特徴を評価できます。
どのパラメータを使って評価するかを決定するには、多くの経験が必要なので、最初のうちはメーカーの意見を参考にしましょう。