投稿日:2025年11月25日

回転機械において、モーターやポンプ、圧縮機、タービンなどを結合する「カップリング」は、単なる連結部品ではなく、機械全体の寿命と信頼性を左右する重要な要素です。
その健全性を維持するために避けて通れないのが「ミスアライメント」の管理です。本コラムでは、ミスアライメントの影響、許容値の目安や芯出しのポイントを紹介します。
このコラムを書いた人
機械系プラントエンジニア
国内化学プラントで機械設計や建設工事を10年以上経験。危険物製造設備、発電・ボイラ設備・排水処理設備、研究施設の多種多様な設計・調達・工事に携わり、その知識をコラムにて発信中。現場でも活かせる専門知識を、日本のモノづくりに活かしてもらいたい!という強い思いを持っている。
ミスアライメントを見落とすとこうなる
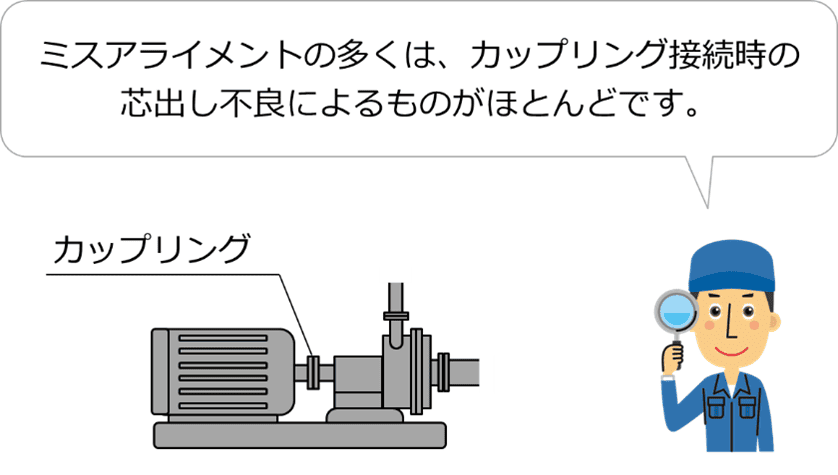
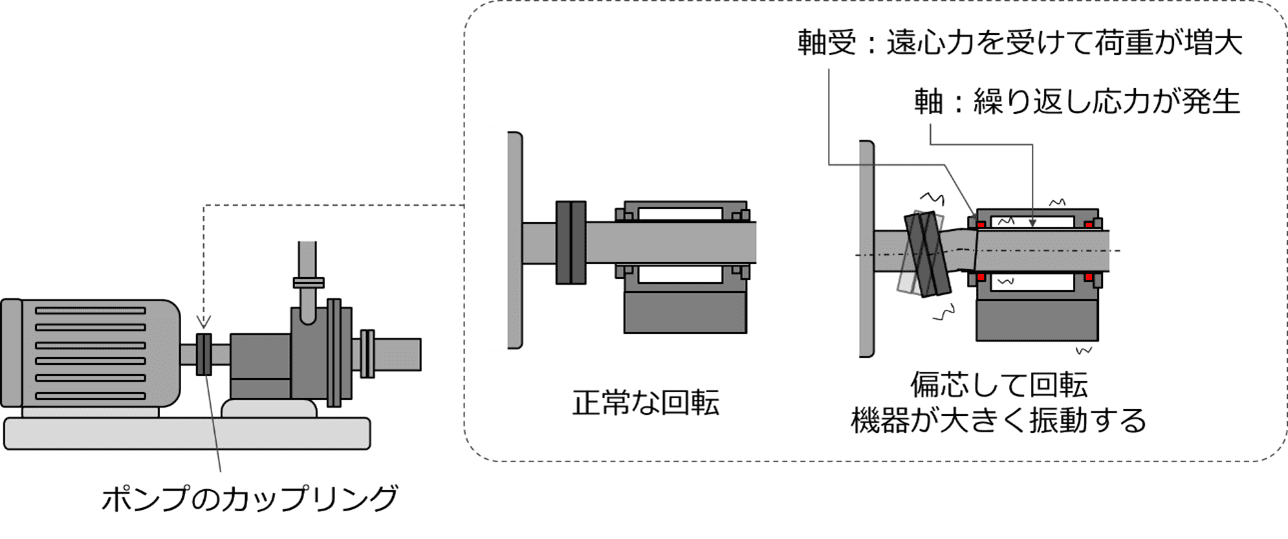
回転機械を扱ううえで、カップリングのミスアライメントを見落とすことは大きなリスクにつながります。芯出し不良のまま運転を続けると、わずかなずれが振動を増幅し、軸受の早期摩耗や焼損、カップリングの破損、さらには、機器に接続している配管や基礎への過大な応力を生じさせます。
これらは突発停止や重大事故の引き金となり、連続運転を前提にした生産設備やインフラとしての信頼性、安全性に直結します。したがって、許容値を理解し、管理することは設備保全において欠かせない要素です。
ミスアライメントによって軸がわずかに偏芯した分だけ遠心力が生じます。軸にはその力が、回転数に応じた繰り返し応力として負荷されることになり、軸に疲労破壊や亀裂を発生させるリスクが高まります。
また、その軸を保持する軸受にも軸と同様に応力が負荷されてしまい、軸受で受ける荷重が設計値を大きく上回る恐れがあるのです。
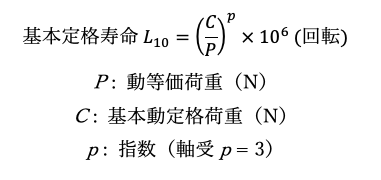
遠心力などによって例えば、軸受で受ける荷重が2倍になると、下記の基本定格寿命の式より1/8〜1/10に低下します。
このため、カップリングのミスアライメントにより軸受荷重が増加すると、寿命が大幅に短縮するのです。カップリングの厳しい許容値管理の背景には、このような事情があるのです。
ミスアライメントの種類
カップリングに生じるずれは、主に次の3つに分類されます。
このずれは、人が検知するには難しく(聴診経験が豊富なベテランの方は、耳で聴き分けることが出来るかもしれません)、通常はベアリングがセットされているケーシングの振動を測定し、検知することができます。
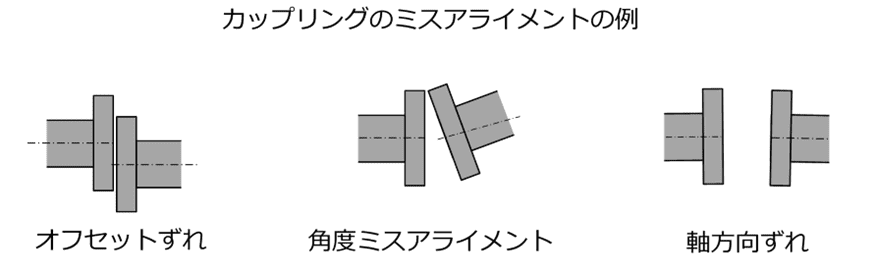
1.オフセットずれ(偏芯ずれ)
軸が平行の状態でありながら中心がずれている偏芯状態です。
2.角度ミスアライメント(偏角ずれ)
軸が角度をもって交差している状態です。
3.軸方向ずれ
軸線方向にずれがあり、エンドプレイ(軸方向の隙間)が規定から外れている状態です。
これら3つのミスアライメントは、複合して現れることが多く、許容値を超えると振動増大・軸受摩耗・シール漏れ・カップリング破損といったトラブルに直結します。
その為、回転機のトラブル防止策として、定期的な振動測定を実施する予防保全が一般的に行われています。
芯出し作業の精度はどの程度求めるか
ミスアライメントの許容値は、規格やメーカーの実験データを基に定められており、原則としてカップリングメーカーが提示する許容値に収まるように芯出し作業を実施しなければなりません。
カップリング形式ごとの許容値の目安
代表的な形式ごとの一般的なアライメント許容値は以下のとおりです。(カップリングのサイズやメーカーに応じて大小あるので、あくまで目安です)
アライメント許容値の目安(芯出し作業時は必ずカタログの許容値を確認すること)
| カップリング形式 | 許容オフセットずれ | 許容角度ミスアライメント |
| フランジたわみ軸継手 | 0.1mm | 0.15° |
| ディスク型カップリング フレキシブルカップリング | 0.5mm~1mm | 1.0° |
| ギア型カップリング | 0.05mm | 0.05° |
※エンドプレイ1 mm以下が目安です。
芯出し作業のポイント
芯出し作業はやみくもにやってみても、うまくいきません。以下の準備とポイントを押さえておくことが必要です。
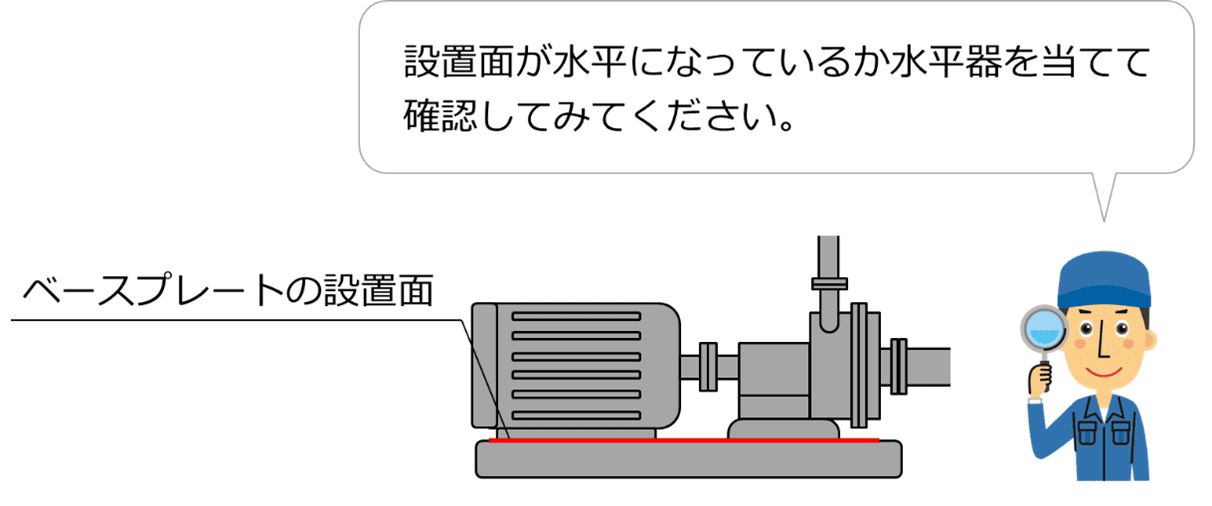
据付面の確認
機器がのっているベースプレートの水平度を確認します。基礎に傾きがあると、どんなに芯出しを調整しても長期安定は望めません。
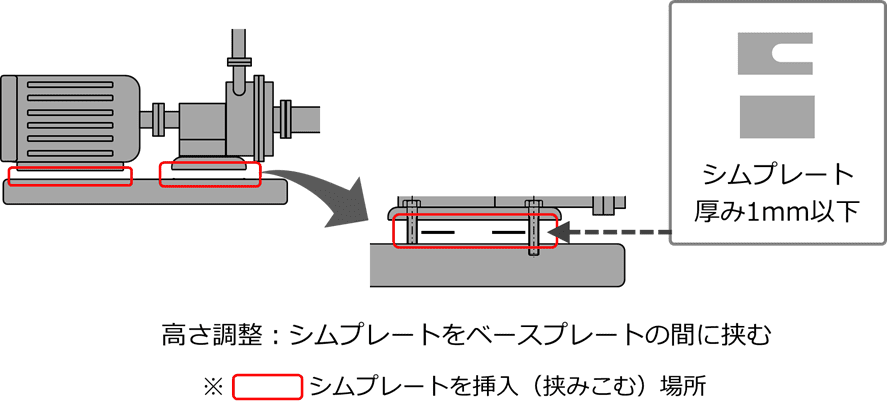
シムプレート(ライナー)の準備
モーターやポンプの脚の下に入れる調整用シムプレート(シムやライナーと呼ばれる)は、できればステンレス製の薄板の物を枚数準備しておきます。このシムは、なるべく複数の板厚を準備しておき、極力少なく重ねて芯出し調整できるようにしておきましょう。
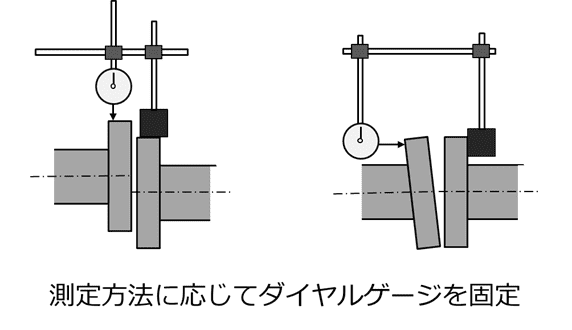
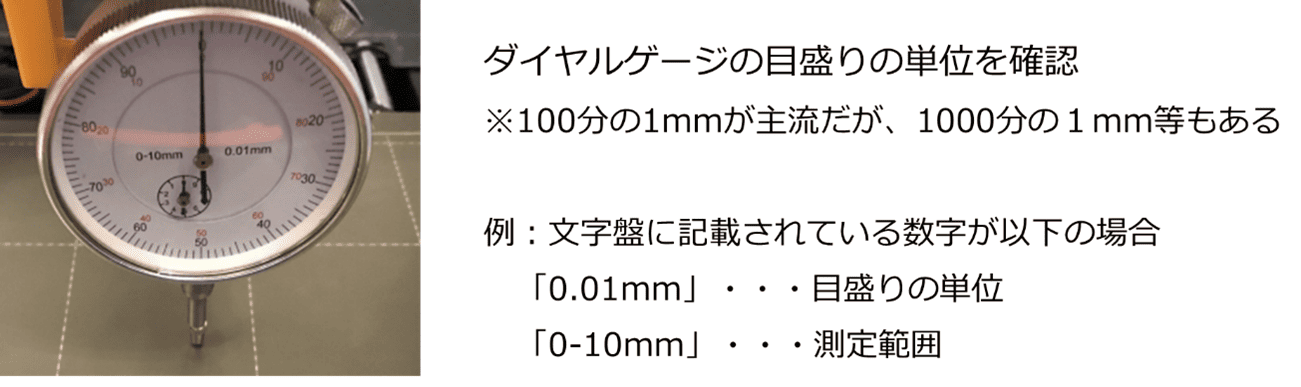
測定機器の選定
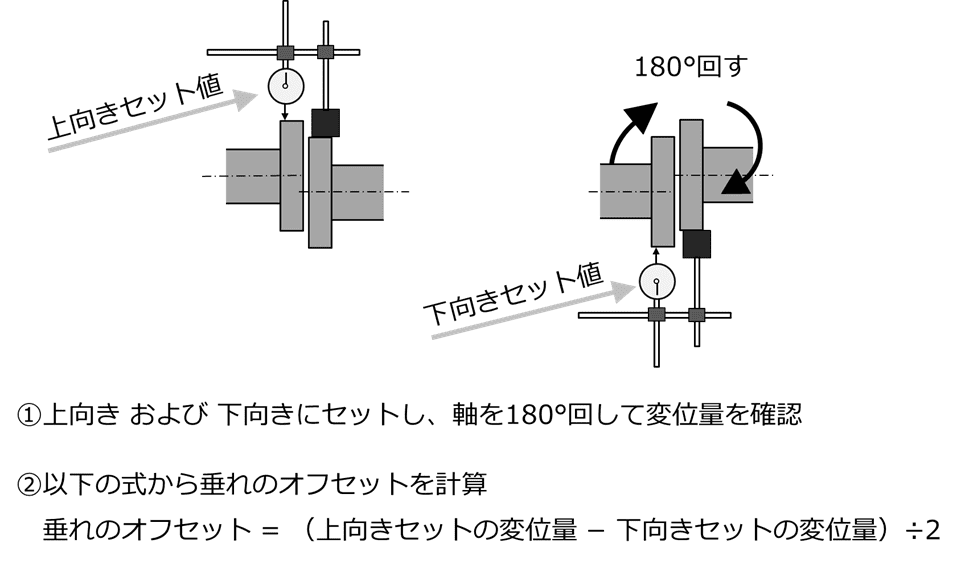
芯出し作業は、ダイヤルゲージ又は芯出し用レーザーを使用します。ダイヤルゲージはその固定方法によって、垂れのオフセット(ダイヤルゲージの自重による変位)の考慮が必要です。垂れのオフセットは以下の手順で求められます。
熱膨張の補正
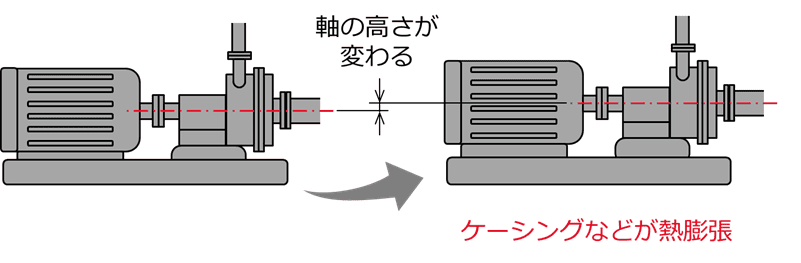
回転機が温められると、ケーシングが熱膨張し、ベースプレートから軸の高さが変化してしまう為、その変位量を考慮する必要があります。
忘れがちですが、モーターも運転すると発熱する為、わずかに設置面から回転軸までの距離が変化します。詳細は計算して求めるのが確実ですが、ポンプの経験則としては以下を目安にすると良いでしょう。
- ポンプに冷えた流体を流す場合は、電動機の方を0.10~0.15 mm低く設定する。
- ポンプに熱い流体を流す場合は、ポンプ本体の方を0.05~0.10 mm低く設定する。
芯出し後の再測定で発生するずれとは?
芯出しを一通り行い、芯がそろった状態で固定したはずなのに、「あれ?さっきは芯が合っていたはずだが、なぜかずれているな・・・」ということがよく起きます。
この原因として考えられるケースを2つ紹介します。
増し締め時にずれる
アンカーボルトを仮締めの状態から本締めをするとズレが再発することがあります。
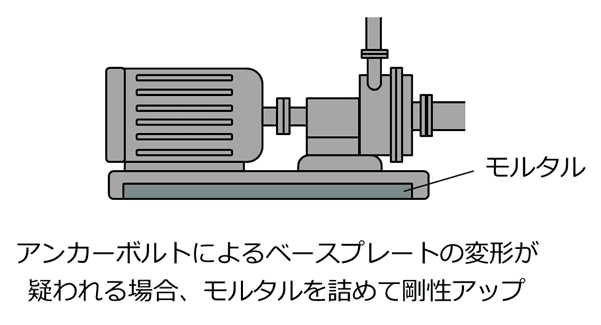
必ず本締めを行いながら、芯がずれないかを何度もチェックするようにしてください。どうしてもずれてしまう場合は、ベースプレート自体が変形している可能性も考えなければいけません。
もし、ベースプレートの変形が疑われる場合は、コンクリートモルタルをベースプレート内に流し込んで剛性を上げてから、再度芯出しを行いましょう。
配管接続時にずれる
機器に接続する配管を無理に組む行為は、芯出しの狂いを引き起こす大きな要因です。配管を接続する前後で、カップリングにずれが発生しないかを確認してください。動く場合は配管応力が残っているため、再度配管支持の検討も含めて、芯出しを行いましょう。
芯出し作業後の記録を忘れずに
芯出し後は、必ず記録を保存し、定期点検を行ってください。その記録が、将来の振動解析や定期点検には不可欠となります。
定期点検で異常が発生した際に、ミスアライメントが原因で発生した異常かどうかを判断するのに、必要な記録になるのです。
また、定期点検の際に、カップリングのずれが許容値を超えていた場合は、シム調整、配管応力の除去、またはカップリング形式の見直しをするようにしましょう。
芯出しが設備の寿命に直結すると心得る
カップリングのミスアライメントは、見落とすと軸受・カップリングに深刻な影響を及ぼします。
許容値は 規格・実験データ・寿命理論 に基づいた合理的な値であり、それを守ることが安全で信頼性の高い運転につながるのです。
柔軟性のある形式であっても「大きなずれを吸収できる」と過信せず、正しい知識と測定・点検を継続することが、設備の寿命延長と安定稼働の鍵となります。
あなたにおすすめのeラーニング
- 【全32種類の機械要素を動画で学ぶ!全10章(350分)】
機械要素を学ぶことで自然と「部品選定および設計能力」が身につく