投稿日:2022年11月03日

線膨張係数と焼き嵌めの原理
線膨張係数とは?
金属は熱によって膨張し、冷えると元に戻ります。
線路のつなぎ目を見ると、隙間が空いているのをご存じでしょうか?(写真1)
これは夏の暑い時期に線路が膨張しても線路同士がぶつからないようにしているためです。
この線路のように、金属の長さは温度差に対して一定の変化率で変わります。この変化率のことを「線膨張係数」と呼びます。
引用元: 写真1(線路のつなぎ目)
温度差による金属長さの変化量は次の式で表します。
L-L0=α×L0×(t-t0)
L:t℃における金属の棒の長さ
L0:t0℃における金属の棒の長さ
t:t0から変化した温度
t0:変化する前の温度
このαが線膨張係数になります。
αは金属の種類によって異なり、鋳鉄の場合は9.2~11.8×10-6です(1)
焼き嵌め(やきばめ)とは?
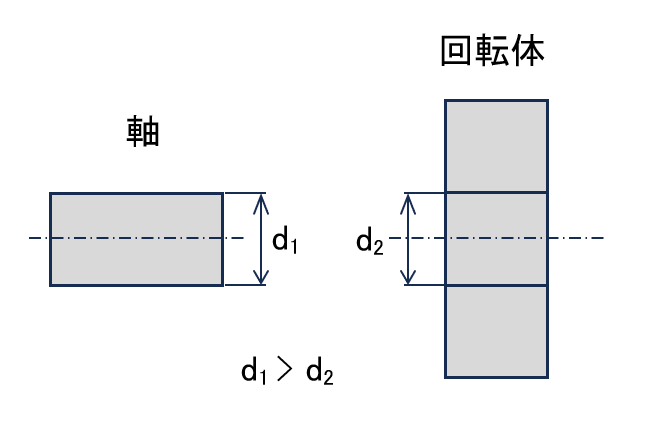
温度差によって金属の長さが変化する性質を利用して、軸と回転体を締結する方法を「焼き嵌め」と言います。
※冷やし嵌めという方法もありますが、ここでは一般的に使用される焼き嵌めについて説明します。
例えばギヤやプーリーなどの回転体を、モーターなど駆動源の軸に締結するときに焼き嵌めをします。
下の図のように、常温(例えば20℃)では軸より回転体の内径が小さくなっています。このままでは軸に挿入することができません。そこで、回転体を温めることで膨張させて内径が軸より大きくなった段階で挿入します。
その後、回転体を冷やすと、内径は収縮し軸と同じ径になったあと、内径が元の径まで収縮しようとして軸を押さえつけるので、回転体が外れなくなるしくみです。
回転体は主に、恒温槽で温める場合や回転体そのものをガスバーナーで炙る方法がありますが、全体の温度を均一に保つことができる恒温槽がよく使われます。(写真2)
引用元: 写真2(恒温槽)
焼き嵌めに必要な温度は、締め代や回転体の大きさによって異なります。
例えば、軸の内径が100mmで締め代が98㎛(0.098mm)であったとします。
この時、回転体の内径は99.902mmです。
締め代を⊿d、回転体の内径をdとした場合、
⊿d=⊿t×α×dで表されます。
ここで、
⊿d:0.098
α:11.8×10-6
d:99.902
とすると
⊿t=⊿d÷(α×d)=0.098÷(11.8×10-6×99.902)=83℃
したがって、元の温度が20℃の場合、20+80=103℃を超える温度まで温めると焼き嵌めができます。
焼き嵌めは、あくまでも回転体だけを温めるものです。軸も温めてしまうと、軸も一緒に膨張するのでお互いの隙間ができず挿入できません。
ここで、回転体を温めると、穴の部分は小さくなっていくのではないか?と疑問が浮かぶのではないでしょうか?
正解はノーです。
これは、ある点を起点に、画像を拡大するイメージを持つと解決できます。
下の図1のように、元の円の画像の左下を固定して右上を引き延ばすと、円径は外径だけではなく、内径も大きくなっていくのがわかるはずです。
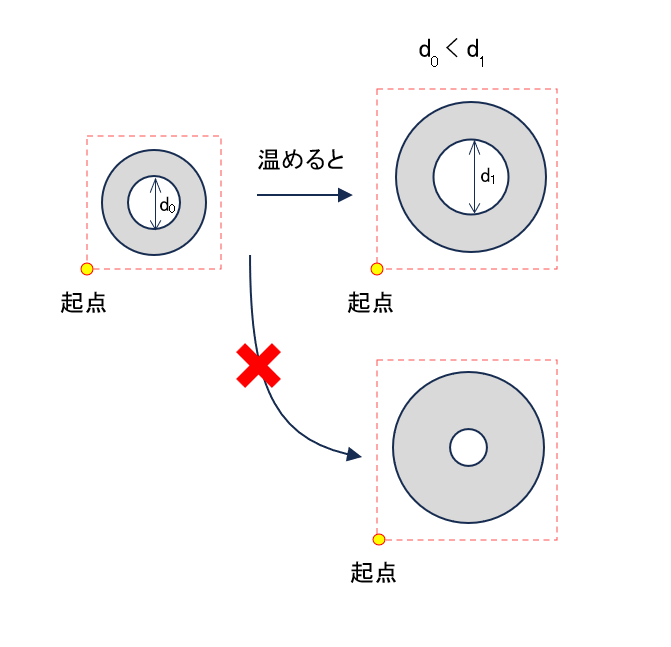
図1 回転体の膨張
回転体の締結方法として焼き嵌めを選定する理由
回転体を締結する方法として、焼き嵌めの他にキーで固定する方法があります。
キーとは下の図2のように、細長い棒のようなものを軸の外形と回転体の内径の間に挿入してお互いの回転がすべらないようにしているものです。
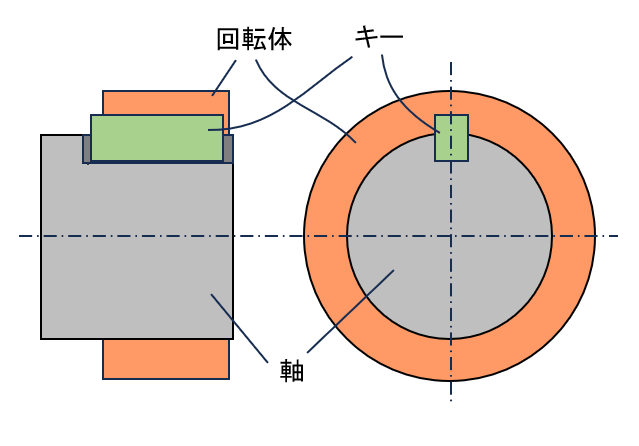
図2 キーによる締結
焼き嵌めとキー溝のメリットとデメリットをみてみましょう。
キー溝のメリット
キー溝は「中間ばめ」、もしくは「すきまばめ」に使われます。軸と回転体の締め代が比較的少ないので、回転体を外すときは油圧治具を必要とせずインパクトレンチで外せるのがメリットです。
キー溝のデメリット
回転体にトルクが発生するとキー溝にせん断応力がかかるので、強度面から、焼き嵌めと比較すると大きいトルクには適用できない場合があります。
また、構造上、キー溝の部分に隙間ができるので、アンバランスによって回転するときの振幅が大きくなる場合があります。
焼き嵌めのメリット
焼き嵌めは「しまりばめ」に使われます。「すきまばめ」や「中間ばめ」に比べて、締め代が比較的大きいため大きいトルクが発生しても回転体と軸にすべりが発生することはありません。そのため比較的大きいトルクを伝達できます。
焼き嵌めのデメリット
一方で、締め代が大きい場合は回転体を外すのが大変です。一般的には油圧治具やプーラーと呼ばれる治具を使って外すのですが、治具を準備するための費用がかかります。ただし、軸と一緒に交換する機器では回転体の取り外しが不要になるので、トルクを優先して締め代を大きくとりやすくなります。
焼き嵌めのための、締め代はどうやって決めるのか?
締め代が成立する要因は次の通りです。
1.しまりばめによって発生する面圧を許容応力以下にすること
最大締め代のときの面圧は以下の式で表します。最大締め代とは、軸の最大径と回転体内径の最小径のときの締め代のことです。
σtmax=E×⊿dmax/2/d×(1+K^2)
E:縦弾性係数
⊿dmax:最大締め代(0.098mm)
K:回転体の外周と内周の比率(=d/D)
σtmax:最大締め代のときの面圧
例:d=100mm,D232=mm,E=205940MPa、K=0.431のときの面圧は下記になります。
σtmax=205940×0.098/2/100×(1+0.431^2)=119.7MPa
この面圧が軸と回転体の許容応力を超える場合は、締め代や選定する材料を見直す必要があります。
2.回転体にトルクが作用してもすべらないようにすること
最小締め代のときに回転体がすべらないトルク(Tmin)は以下の式で表します。
Tmin=⊿dmin×μ×π×d×L/4×E×(1-K^2)×10^-3
例:
⊿dmin:最小締め代(0.073mm)
μ:0.15(ここでは0.15とします)
d:100mm
L:116mm
K:Dとdの比で0.431とします
のときのTminは以下の通りです。
Tmin=0.073×0.15×3.14×100×116/4×205940×(1-0.431^2)×10^-3
=16777Nm
16777Nmまでのトルクであれば、回転体はすべらないという結果になります。駆動源に電動機を使う場合は起動時のトルクが定常時のトルクより高くなる場合がありますので、最大トルクがいくつになるか把握をして、余裕をもったTminになるように締め代を設計しましょう。
3.焼き嵌めをするために必要な温度が恒温槽で温められる範囲であること
前項で紹介した式から焼き嵌めをするために必要な温度上昇値を求めます。
恒温槽で温められる最高温度を把握して、その温度の範囲で焼き嵌めができる締め代になっているかどうか確認しましょう。
焼き嵌めした回転体はどうやって外すのか?
油圧で外す方法(図2)やプーラーで外す方法(図3)があります。比較的締め代が大きい場合は油圧で外すほうが効果的です。
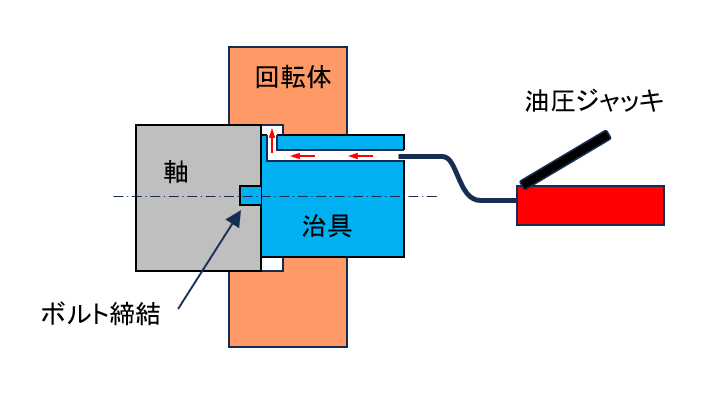
図2.油圧で外す方法
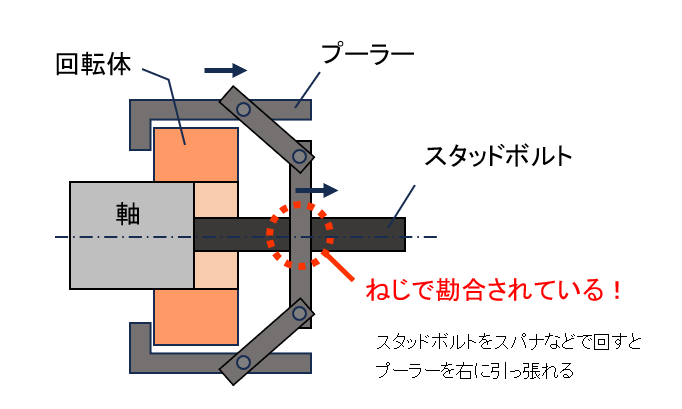
図3.プーラーで外す方法
さいごに
本記事では以下について説明しました。これからギヤやプーリーなどを使った伝達機構の構造を設計するときの参考になりましたら幸いです。
- 線膨張係数とは温度によって金属の大きさが変化する比率のこと。
- 線膨張係数を使って軸と回転体を焼き嵌めする場合、以下を考慮する。
- 面圧を許容応力以下にする
- 回転体のトルクを考慮する
- 焼き嵌めの温度を計算する
- 焼き嵌めした回転体を外す方法は、油圧で外す方法とプーラーで外す方法がある。
参考文献
(1)技術評論社 「明解 材料力学のABC」
あなたにおすすめのeラーニング
- 【初心者におすすめ!設計の基礎を動画で学ぶ!全16章(370分)】
設計プロセス毎に広くバランスの良い知識を身につける